
Ja, daar zijn we weer...
Ik snap echt helemaal niets van freessnelheden e.d.
De theorie wel, maar in de praktijk gaat het mis.
Ik heb een 12 mm frees - viersnijder. En aluminium.
Als ik de theorie volg kom ik op de volgende waardes:
Vc = 100 m/min
N = 2654 rpm
Vf = 849 mm/min
Fz = 0,08 mm/omw
Ik heb een ramp / plunge van 0,25 * 849 = 212 mm/min
Stepdown van de helft van de frees = 6. Voor de zekerheid al 5 mm gedaan.
Als de frees het materiaal raakt stopt ie meteen. Blijkbaar te weinig kracht.
Hoe kan het toch dat het niet werkt?
Ik heb een andere test gedaan, na veel trial and error waarbij ik voor dezelfde frees op deze waardes kan werken.
Vc = 565 m/min
N = 15.000 rpm
Vf = 815 mm/min
Fz = 0,0136 mm/omw
Ramp = 387 mm/min
Stepdown = 1,5 mm
Alleen als ik al het materiaal moet trial-and-erroren verlies ik veel tijd, materiaal en freesjes, daarnaast wordt het behoorlijk warm.
Hoe krijg ik het voor elkaar dat de theorie bij de praktijk klopt?
Groetjes!
Aluminium frezen
Moderator: Moderators
-
deargonaut
- Berichten: 191
- Lid geworden op: 03 aug 2015 11:18
- Locatie: Regio Haarlem
- Contacteer:

Re: Aluminium frezen
Wat voor spindel werk je mee?
Als het de bekende 2,2kW van de Chinees is, die levert in het eerste geval, dus bij 2654 tpm natuurlijk totaal geen vermogen meer.
En de frees die je gebruikt, is die ook center snijdend?
Als het de bekende 2,2kW van de Chinees is, die levert in het eerste geval, dus bij 2654 tpm natuurlijk totaal geen vermogen meer.
En de frees die je gebruikt, is die ook center snijdend?
-
deargonaut
- Berichten: 191
- Lid geworden op: 03 aug 2015 11:18
- Locatie: Regio Haarlem
- Contacteer:
Re: Aluminium frezen
Ja wel een Chinees. Maar niet de allergoedkoopste. 3,2 Kw, watergekoeld - Deze om precies te zijn.ruudpg schreef:Wat voor spindel werk je mee?
Als het de bekende 2,2kW van de Chinees is, die levert in het eerste geval, dus bij 2654 tpm natuurlijk totaal geen vermogen meer.
En de frees die je gebruikt, is die ook center snijdend?

Re: Aluminium frezen
Die levert alsnog niet veel koppel op 2600rpm. Eigenlijk zijn ze gemaakt om vanaf zo'n 8000rpm te werken.
En direct het materiaal in zakken kunnen ze zowiezo niet goed. Da's boren, daar heb je veel koppel voor nodig, en dat missen ze.
Je kunt dus beter met een spiraal het materiaal in zakken. Hoek van een graad of 2-3.
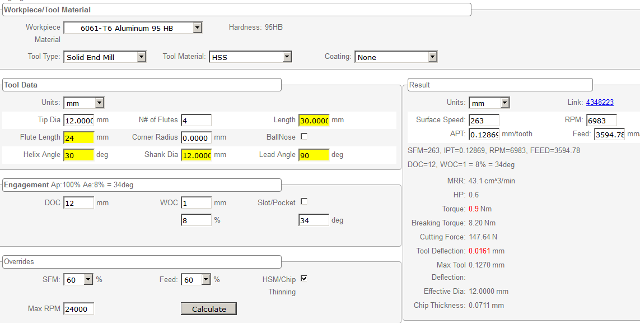
Kwa toerental en voeding, probeer deze maar eens: http://zero-divide.net/?page=fswizard
Ik zou wel 'SFM' en 'Feed' beiden op 50-70% zetten; de waarden die berekend worden zijn voor ons hobbyisten erg agressief. En smokkel niet met 'length'; hoe ver je frees uit de spantang steekt is van wezenlijk belang.
En direct het materiaal in zakken kunnen ze zowiezo niet goed. Da's boren, daar heb je veel koppel voor nodig, en dat missen ze.
Je kunt dus beter met een spiraal het materiaal in zakken. Hoek van een graad of 2-3.
Kwa toerental en voeding, probeer deze maar eens: http://zero-divide.net/?page=fswizard
Ik zou wel 'SFM' en 'Feed' beiden op 50-70% zetten; de waarden die berekend worden zijn voor ons hobbyisten erg agressief. En smokkel niet met 'length'; hoe ver je frees uit de spantang steekt is van wezenlijk belang.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'

Re: Aluminium frezen
Die link van Dabit is fantastisch; even een account aanmaken en je kan je profielen opslaan; ik gebruik deze zelf ook en het werkt echt fantastisch. inderdaad; die feed terugstellen zodat je op ~0,05mm chipdikte zit, anders gaat het er wel heel grof aantoe.
2 a 3 graden is nog steeds agressief is mijn ervaring; ik doet dat op ~1 graden, zeker als het gat wat klein is; anders heb je er last van dat de spanen niet weg kunnen. Het liefst boor ik gaten voor.
Wat voor werkstuk moet je maken? misschien kunnen we dan specifiekere tips geven.
Ik heb afgelopen week wat deurklinken gefreesd uit aluminium; 17mm diepte, met een ,9mm stepover, maar dan de CAM vanuit een 'adaptive clearing' strategie. Weet niet welke CAM je gebruikt? Je haalt misschien niet veel ineens weg, maar het gaat wel mooi evenredig op deze manier. Als ik dit 'conventioneel' had gedaan dan was het een stuk minder soepel gegaan. Je hebt die hoogtoerige spindel niet voor niets; ik verspaan liever op 21000rpm met een 8mm freesje dan met 12mm op 2600rpm. (tenzij je de lengte en stabiliteit van die langere frees nodig hebt)
2 a 3 graden is nog steeds agressief is mijn ervaring; ik doet dat op ~1 graden, zeker als het gat wat klein is; anders heb je er last van dat de spanen niet weg kunnen. Het liefst boor ik gaten voor.
Wat voor werkstuk moet je maken? misschien kunnen we dan specifiekere tips geven.
Ik heb afgelopen week wat deurklinken gefreesd uit aluminium; 17mm diepte, met een ,9mm stepover, maar dan de CAM vanuit een 'adaptive clearing' strategie. Weet niet welke CAM je gebruikt? Je haalt misschien niet veel ineens weg, maar het gaat wel mooi evenredig op deze manier. Als ik dit 'conventioneel' had gedaan dan was het een stuk minder soepel gegaan. Je hebt die hoogtoerige spindel niet voor niets; ik verspaan liever op 21000rpm met een 8mm freesje dan met 12mm op 2600rpm. (tenzij je de lengte en stabiliteit van die langere frees nodig hebt)
Laatst gewijzigd door serum op 08 dec 2016 21:25, 1 keer totaal gewijzigd.
-
deargonaut
- Berichten: 191
- Lid geworden op: 03 aug 2015 11:18
- Locatie: Regio Haarlem
- Contacteer:
Re: Aluminium frezen
Dank... Ik kom dan op vergelijkbare waardes.DaBit schreef:Die levert alsnog niet veel koppel op 2600rpm. Eigenlijk zijn ze gemaakt om vanaf zo'n 8000rpm te werken.
En direct het materiaal in zakken kunnen ze zowiezo niet goed. Da's boren, daar heb je veel koppel voor nodig, en dat missen ze.
Je kunt dus beter met een spiraal het materiaal in zakken. Hoek van een graad of 2-3.
Kwa toerental en voeding, probeer deze maar eens: http://zero-divide.net/?page=fswizard
Ik zou wel 'SFM' en 'Feed' beiden op 50-70% zetten; de waarden die berekend worden zijn voor ons hobbyisten erg agressief. En smokkel niet met 'length'; hoe ver je frees uit de spantang steekt is van wezenlijk belang.
Mag ik dit doen?
2626 RPM (van FSWizard) is 3,808073115 van 10.000 RPM
Dan: 525 mm/min x 3,808073115 =~ 2000 mm/min
lead-in/out = 25% = 500 mm/min
ramp / plunge 25% = 125 mm/min
-
deargonaut
- Berichten: 191
- Lid geworden op: 03 aug 2015 11:18
- Locatie: Regio Haarlem
- Contacteer:
Re: Aluminium frezen
Het is een maquette. Maar het ziet eruit als een soort trap... Erg vierkant, niet echt rocket-science.serum schreef:2 a 3 graden is nog steeds agressief is mijn ervaring; ik doet dat op ~1 graden, zeker als het gat wat klein is; anders heb je er last van dat de spanen niet weg kunnen. Het liefst boor ik gaten voor.
Wat voor werkstuk moet je maken? misschien kunnen we dan specifiekere tips geven.
Ik gebruik die 12 mm met de gedachte: "vlugge halen snel thuis".
Ik ben misschien verwend door alle filmpjes die ik zie op YouTube. Daar vliegen de krullen je om de oren.
Ik gebruik fusion 360
Re: Aluminium frezen
Het is afhankelijk wat voor soort aluminium je freest en wat voor freesje je hebt en of je koelt/spanen wegblaast; ik zou opschalen met snelheid/toerental.
-
deargonaut
- Berichten: 191
- Lid geworden op: 03 aug 2015 11:18
- Locatie: Regio Haarlem
- Contacteer:
Re: Aluminium frezen
6082 / 82 HBserum schreef:Het is afhankelijk wat voor soort aluminium je freest en wat voor freesje je hebt en of je koelt/spanen wegblaast; ik zou opschalen met snelheid/toerental.
Wat bedoel je opschalen? Zoals ik beschreef in antwoord op DaBit?
-
andrefc101

- Donateur
- Berichten: 3733
- Lid geworden op: 26 dec 2007 08:39
- Locatie: Bergen op Zoom
- Contacteer:
Re: Aluminium frezen
Ik ik zou de vier-snijder wisselen voor een twee, kunnen je spanen veel makkelijker weg.
Re: Aluminium frezen
Yups, 2 snijders zijn altijd wel lekker voor aluminium. is het hss of vhm/carbide?
Re: Aluminium frezen
Nee, niet zomaar. Tandjes die snijden worden warm. Tandjes die sneller of langer snijden worden warmer, en daar zit een maximum aan.deargonaut schreef: Mag ik dit doen?
2626 RPM (van FSWizard) is 3,808073115 van 10.000 RPM
Als de frees minder tijd per omwenteling in het materiaal doorbrengt word het minder warm, en kan de snelheid wat omhoog.
Idealiter gebruik je dan dus 'adaptive' freespaden met een relatief kleine stepover; 1mm oid voor je 12mm viersnijder. Dan krijg je zoiets:
Ik gebruik overigens regelmatig viersnijders met aluminium. Geeft toch een mooi oppervlak, zo'n HSS 4-snijdertje. Als de spanen maar wegkunnen. Zeker met buitencontouren gaat dat prima
Laatst gewijzigd door DaBit op 19 mar 2017 20:46, 1 keer totaal gewijzigd.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
deargonaut
- Berichten: 191
- Lid geworden op: 03 aug 2015 11:18
- Locatie: Regio Haarlem
- Contacteer:
Re: Aluminium frezen
Dank!DaBit schreef:Nee, niet zomaar. Tandjes die snijden worden warm. Tandjes die sneller of langer snijden worden warmer, en daar zit een maximum aan.deargonaut schreef: Mag ik dit doen?
2626 RPM (van FSWizard) is 3,808073115 van 10.000 RPM
Als de frees minder tijd per omwenteling in het materiaal doorbrengt word het minder warm, en kan de snelheid wat omhoog.
Idealiter gebruik je dan dus 'adaptive' freespaden met een relatief kleine stepover; 1mm oid voor je 12mm viersnijder. Dan krijg je zoiets:
Ik gebruik overigens regelmatig viersnijders met aluminium. Geeft toch een mooi oppervlak, zo'n HSS 4-snijdertje. Als de spanen maar wegkunnen. Zeker met buitencontouren gaat dat prima
Kun je ook uitleggen waarom je dan een kleine stepover neemt?
Sorry hiervoor, maar ik probeer het echt te begrijpen.
Je hebt 't over adaptive... Kan ik dan ook een pocket strategie nemen in Fusion?
PS - Met deze instellingen stop de frees ook al...
Re: Aluminium frezen
Ja, adaptive clearing kan je ook gebruiken voor pockets (werkt fijner dan de conventionele pocket) de pocket kan je gebruiken om de laatste finish-pass to doen voor een mooi freesbeeld in je werkstuk. (tenminste, daar misbruik ik het voor) Weet niet waarom Dabit in dit specifieke antwoord een kleinere step-over hanteert, maar voor mij is een reden van de kleinere stepover dat het allemaal wat minder warm wordt (frees/werkstuk) en de belasting/tool deflection houd je er wat mee in de hand. ik vind een grotere diepte, kleinere stepover lekkerder lopen dan een grote stepover en een kleinere diepte. (bij een grotere diepte kom je dichter bij de opspanning van je frees, waar je een kleinere krachtarm hebt tav het werkstuk). In mijn belevenis moet je er een beetje gevoel mee krijgen, het gaat om de combinatie machine/frees/te frezen materiaal; heb je een masculine HAAS staan, dan kan je je een wat grotere step-over permiteren dan bij een truttige BF20.
