
In hoeverre is dat nuttig? nodig ? geeft een fabrikant de snijsnelheid nat of droog aan?
Vandaag eens aan de gang geweest met mijn nieuwe VHM frezen, Ik had ze dan wel niet al te duur maar als ik dan lijst prijzen tegenkom van € 300+ heb ik toch wel zo iets van hier moet ik toch wel een klein beetje voorzichtig mee zijn.
16 mm viersnijder @ 80 m minuut snijsnelheid, voeding een beetje gokken, je hoort ook wel wanneer het lekker loopt , maar ca 0.04 per tand dus 0.16 per omwenteling ,
Ik krijg dan de volgende spanen, mooi donker blauw , of is dat al te gek?
Hier de volle breedte van de frees gebruikt en 1/2 D diep 1x D diep zakt bank in toeren weg.
volgens de gegevens zou ik richting de 200 m minuut snijsnelheid moeten / kunnen ,
https://www.facebook.com/photo.php?fbid ... =3&theater
Snijsnelheid aanpassen als je geen koeling gebruikt
Moderator: Moderators
-
spinningwheels

- Berichten: 2135
- Lid geworden op: 09 nov 2013 23:03
- Locatie: ergens in Diep Donker Drenthe
- Contacteer:
Snijsnelheid aanpassen als je geen koeling gebruikt
In theorie kan ik praktisch alles
-
andrefc101

- Donateur
- Berichten: 3722
- Lid geworden op: 26 dec 2007 08:39
- Locatie: Bergen op Zoom
- Contacteer:
Re: Snijsnelheid aanpassen als je geen koeling gebruikt
De fabrikant van de frees geeft in zijn datasheet aan of dat je met mist, spoelkoeling of droog kan verspanen.
Soms heb je meerdere opties (kijk even op de Holex site, Hoffmann Group), maar ik zie eigelijk nooit wijzigingen in snijsnelheden dan. Blauwe spaan is prima hè, warmte in de spaan....
Soms heb je meerdere opties (kijk even op de Holex site, Hoffmann Group), maar ik zie eigelijk nooit wijzigingen in snijsnelheden dan. Blauwe spaan is prima hè, warmte in de spaan....
Re: Snijsnelheid aanpassen als je geen koeling gebruikt
ten eerste wat ga je doen voor frezen zo ja dan gebruik ik meestal hm.wisselplaatjes en dan zonder koeling bij staal
deze zijn ook niet meer zo duur en in verschillende kleine diameters te krijgen.bv. sandvik
het is een eerste investering maar betaald zich later uit op het gebruik van vol hm. frezen
bij vol hm. frezen gebruik ik altijd koeling ook bij het nafrezen .
blauwe spanen zijn op zich prima omdat de warmte dan in de spaan zit en niet in het werkstuk of frees.
indien je de zelfde hm frees gebruikt om voor en na te frezen zal het oppervlak nooit zo mooi worden dan als je ze alleen gebruikt om na te frezen.
rob
deze zijn ook niet meer zo duur en in verschillende kleine diameters te krijgen.bv. sandvik
het is een eerste investering maar betaald zich later uit op het gebruik van vol hm. frezen
bij vol hm. frezen gebruik ik altijd koeling ook bij het nafrezen .
blauwe spanen zijn op zich prima omdat de warmte dan in de spaan zit en niet in het werkstuk of frees.
indien je de zelfde hm frees gebruikt om voor en na te frezen zal het oppervlak nooit zo mooi worden dan als je ze alleen gebruikt om na te frezen.
rob
-
Arie Kabaalstra

- Donateur
- Berichten: 13460
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Snijsnelheid aanpassen als je geen koeling gebruikt
VHM Frezen met TiAlN coatings.. moet je in eerste instantie NIET koelen.. de Coating moet "gebakken" worden op het gereedschap..
als je de parameters juist hebt, dus de warmte in je spaan stoppen en niet in je werkstuk.. koeling?.. nergens voor nodig.. ik heb het eerder geschreven, maar ik heb eens een periode van ruim een jaar zonder ook maar een druppel koelvloeistof in de machine gedraaid.. we zaten in een interne verhuizing in de fabriek, en ik had geen zin om die koelbak weer schoon te maken voor de 2de verhuizing.. 't is dat een collega er na dik een jaar koelvloeistof in deed, omdat hij werk had op die machine, en ik op dat moment met andere machines aan het werk was.. "en bedankt!"..
Na de verhuizing wel weer koelvloeistof in de machine gedaan, maar nauwelijks gebruikt..
op miijn eigen machines zit geen koelsysteem, zo af en toe sprenkel ik er wat Lampenolie in, meer voor smering dan voor koeling (tenzij ik kleverig alu heb.. dan gaat het met grote scheuten tegelijk), maar Titanium op de draaibank gaat gort droog, op de freesbank, zoals gezegd met een drupje lampenolie..
Normaliter bewerk je Titanium op 60m/min.. maar met HSM toolpaden kun je het vanwege de geringe spaandikte opschroeven naar 90 meter..
als je de parameters juist hebt, dus de warmte in je spaan stoppen en niet in je werkstuk.. koeling?.. nergens voor nodig.. ik heb het eerder geschreven, maar ik heb eens een periode van ruim een jaar zonder ook maar een druppel koelvloeistof in de machine gedraaid.. we zaten in een interne verhuizing in de fabriek, en ik had geen zin om die koelbak weer schoon te maken voor de 2de verhuizing.. 't is dat een collega er na dik een jaar koelvloeistof in deed, omdat hij werk had op die machine, en ik op dat moment met andere machines aan het werk was.. "en bedankt!"..
Na de verhuizing wel weer koelvloeistof in de machine gedaan, maar nauwelijks gebruikt..
op miijn eigen machines zit geen koelsysteem, zo af en toe sprenkel ik er wat Lampenolie in, meer voor smering dan voor koeling (tenzij ik kleverig alu heb.. dan gaat het met grote scheuten tegelijk), maar Titanium op de draaibank gaat gort droog, op de freesbank, zoals gezegd met een drupje lampenolie..
Normaliter bewerk je Titanium op 60m/min.. maar met HSM toolpaden kun je het vanwege de geringe spaandikte opschroeven naar 90 meter..
-
spinningwheels
- Berichten: 2135
- Lid geworden op: 09 nov 2013 23:03
- Locatie: ergens in Diep Donker Drenthe
- Contacteer:
Re: Snijsnelheid aanpassen als je geen koeling gebruikt
Wisselplaat freesjes heb ik ook wel, vind dat toch minder prettig werken,
Stelde de vraag omdat ik dus bij de helft van de opgegeven snijsnelheid van de fabrikant al mooie blauwe spanen heb.
Stelde de vraag omdat ik dus bij de helft van de opgegeven snijsnelheid van de fabrikant al mooie blauwe spanen heb.
In theorie kan ik praktisch alles
-
Arie Kabaalstra
- Donateur
- Berichten: 13460
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Snijsnelheid aanpassen als je geen koeling gebruikt
Wisselplaten zijn primagoed en fijn voor Voorfrezen.. de oppervlakte kwaliteit van een Solid Carbide Endmill is veruit beter...
als Wisselen geen issue is.. Voorfrezen met wisselplaten, 0.25mm laten staan, en even "nakriebelen" met een VHM-etje..
Als je CAM software het aankan.. "Voorrossen" met HSM paden... en dan "nakriebelen".. dat is de strategie die ik het meest gebruik in welk metaal dan ook..
als Wisselen geen issue is.. Voorfrezen met wisselplaten, 0.25mm laten staan, en even "nakriebelen" met een VHM-etje..
Als je CAM software het aankan.. "Voorrossen" met HSM paden... en dan "nakriebelen".. dat is de strategie die ik het meest gebruik in welk metaal dan ook..

Re: Snijsnelheid aanpassen als je geen koeling gebruikt
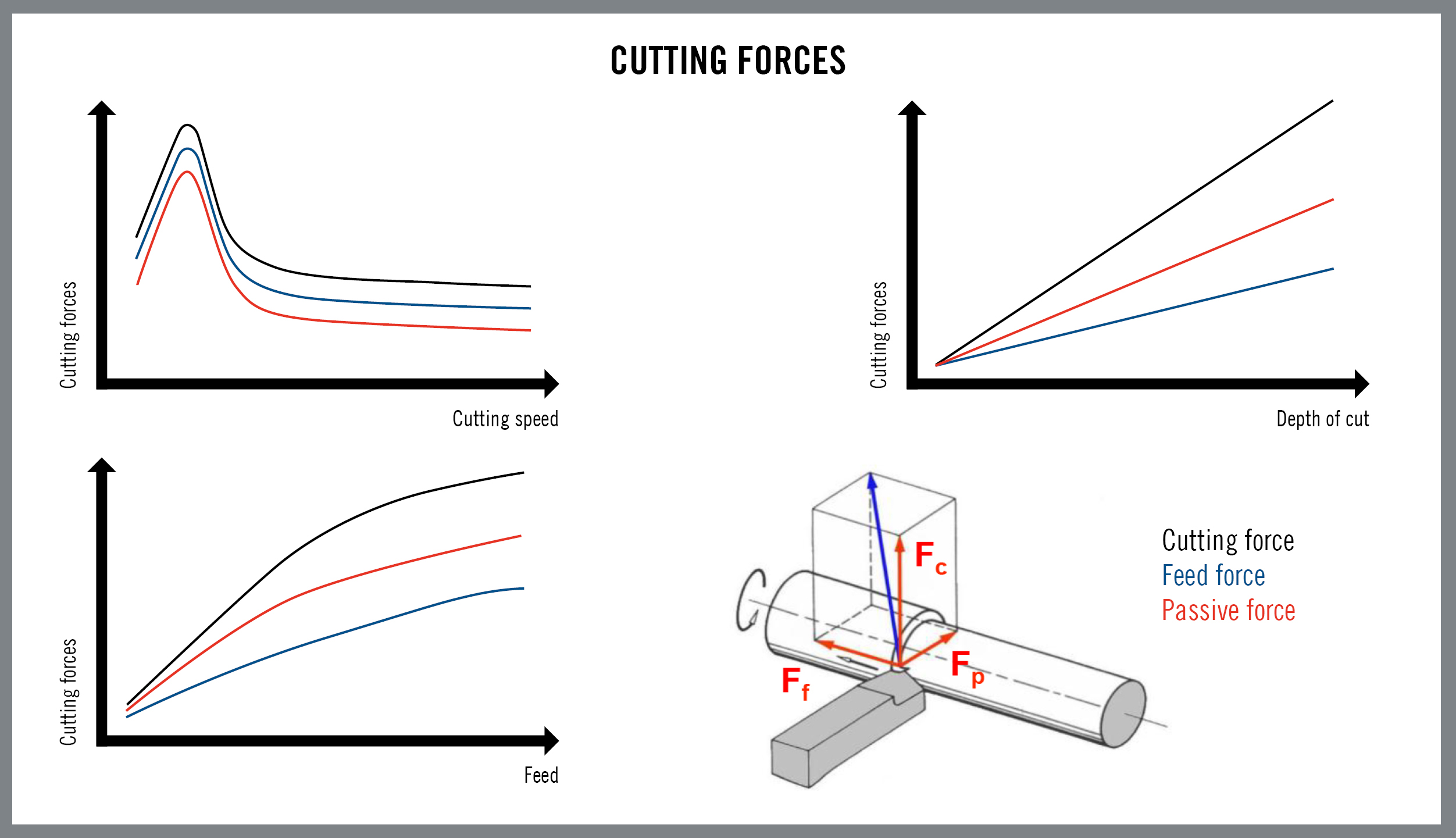
Metaal snijden is een raar iets. Bij lage snijsnelheden heb je meer kracht/energie per liter verspaand volume nodig dan bij hogere snijsnelheden. plaatje.spinningwheels schreef:Wisselplaat freesjes heb ik ook wel, vind dat toch minder prettig werken,
Stelde de vraag omdat ik dus bij de helft van de opgegeven snijsnelheid van de fabrikant al mooie blauwe spanen heb.
{kind=link}
Bij die 160m/min ga je dus alles bij elkaar wel wat meer warmte produceren, maar niet 2x zoveel. Zeg dat je spanen zwart worden ipv blauw. Met VHM is er nog maar weinig aan de hand; blauw was immers ook al niet zo heel warm.
Verder moet je je realiseren dat er bij de snijparameters van een fabrikant ook een levensduur hoort, en die is meestal maar erg kort. 15min, 30min, zoiets. Als hobbyist is aantal producten per uur minder belangrijk dan de levensduur van de frees, en die is met een wat lagere snijsnelheid significant op te rekken.
Met coatings veranderen de regels soms licht: een TiAlN of AlTiN coating bijvoorbeeld doet weinig als die niet warm genoeg word.
Dan koelen of niet koelen: de fabrikanten zijn het vrij unaniem erover eens dat je dat met VHM snijgereedschap of uitermate overvloedig moet doen, of helemaal niet. De middenweg is het meest schadelijke voor je frees.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
spinningwheels
- Berichten: 2135
- Lid geworden op: 09 nov 2013 23:03
- Locatie: ergens in Diep Donker Drenthe
- Contacteer:
Re: Snijsnelheid aanpassen als je geen koeling gebruikt
In het kader van wat dabit over de levensduur schreef de snelheid nog een tandje terug.
60 M minuut, dat gaat toch niet lekker,resonantie , spanen zijn dan ook meer geel blauw, en bij een haartje eraf gewoon blank.
Wil toch eigenlijk niet zo heel veel van die dingen slopen voor ik er achter ben hoe het moet.
60 M minuut, dat gaat toch niet lekker,resonantie , spanen zijn dan ook meer geel blauw, en bij een haartje eraf gewoon blank.
Wil toch eigenlijk niet zo heel veel van die dingen slopen voor ik er achter ben hoe het moet.
In theorie kan ik praktisch alles
Re: Snijsnelheid aanpassen als je geen koeling gebruikt
Te laag is officieel ook niet goed he? De spaan 'stroopt dan langs het snijvlak' alsof je jonge kaas snijd met een botte kaasschaaf. Precies goed is dan zeg maar met je bijl een blok stookhout in tweeen splijten.
Nouja, klopt niet helemaal, maar voor de beeldvorming en de vraag 'waar komt dan die hogere snijkracht vandaan bij lage snijsnelheden?' voldoet het wel.
Maar wat Hugo regelmatig zegt klopt ook: er zijn meer frezen overleden van te hard dan van te langzaam.
Nouja, klopt niet helemaal, maar voor de beeldvorming en de vraag 'waar komt dan die hogere snijkracht vandaan bij lage snijsnelheden?' voldoet het wel.
Maar wat Hugo regelmatig zegt klopt ook: er zijn meer frezen overleden van te hard dan van te langzaam.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Snijsnelheid aanpassen als je geen koeling gebruikt
Dit is ook wel een mooi filmpje hierover:
https://www.youtube.com/watch?v=MOEkoSvA30A
https://www.youtube.com/watch?v=MOEkoSvA30A
