
En hoezo heeft iedere twee assige uitlezing dan een X en Y en geen X en Z ?Leeuwinga schreef:1-Draaibank heeft geen Y, maar X en Z
Cees
Emco Compact 8 CNC-ombouw
Moderator: Moderators
-
spinningwheels

- Berichten: 2138
- Lid geworden op: 09 nov 2013 23:03
- Locatie: ergens in Diep Donker Drenthe
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
In theorie kan ik praktisch alles

Re: Emco Compact 8 CNC-ombouw
Het is handig als je gewoon dezelfde definities aanhoud voor al die computergestuurde dingen.
De Z-as is het centrum van rotatie van de spindel, Z+ richting beweegt het snijgereedschap van het werk af, Z- beweegt het snijgereedschap naar het werk toe.
X en Y is variabeler; de definitie van dat assenkruis staat vast maar je kunt het eigenlijk willekeurig roteren rondom de Z. Ik had Y logischer gevonden voor een draaibank; die kruisslede beweegt van me af en naar me toe. Maar een vast wel wijs man heeft ooit besloten dat dat X is, nou, ook prima. Als het beestje maar een naam heeft.
Waar het machine-nulpunt van die X-as dient te liggen is ook nog een goeie, maar alles behalve X=0 op de centerlijn van rotatie maakt zaken als constant surface speed enzo wel knap lastig, dus stellen dat X=0 op de centerlijn van rotatie ligt is zinvol.
De Z-as is het centrum van rotatie van de spindel, Z+ richting beweegt het snijgereedschap van het werk af, Z- beweegt het snijgereedschap naar het werk toe.
X en Y is variabeler; de definitie van dat assenkruis staat vast maar je kunt het eigenlijk willekeurig roteren rondom de Z. Ik had Y logischer gevonden voor een draaibank; die kruisslede beweegt van me af en naar me toe. Maar een vast wel wijs man heeft ooit besloten dat dat X is, nou, ook prima. Als het beestje maar een naam heeft.
Waar het machine-nulpunt van die X-as dient te liggen is ook nog een goeie, maar alles behalve X=0 op de centerlijn van rotatie maakt zaken als constant surface speed enzo wel knap lastig, dus stellen dat X=0 op de centerlijn van rotatie ligt is zinvol.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Emco Compact 8 CNC-ombouw
Ik kan het ook niet helpen ooit? is bepaald dat een draaibank een X as (dwars slede)iedere twee assige uitlezing dan een X en Y
en Z as heeft (langs slede)
De uitkomst van mijn Cam programma (Turbocad cam) geeft ook als G kode output voor een draaiartikel
waarden in X en Z. Zo er zit toch iets van logika in ?
Maar een ieder is vrij hoe de assen te benoemen, maakt mij persoonlijk niet uit maar het is
niet zo als het heurt...
-
Arie Kabaalstra

- Donateur
- Berichten: 13535
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
Precies.. machine X 0 ligt op de Centerlijn.. hoewel dat voor de CSS eigenlijk niet uitmaakt.. die gaat uit van de offset van je snijgereedschap in X.. na kalibratie van je gereedschap valt X0 van je tool uiteraard samen met de Centerlijn van de machine.. maar dat hoeft voor de machinecoordinaten niet zo te zijn..
Ik heb mijn machine X0 wel op de centerlijn liggen.. dat wil zeggen.. ik heb de machine naar de X limiet gestuurd ( de mechanische limiet.. klein stukje terug.. da's X0.. daarvandaan naar buiten gejogd.. en gekeken tot hoever ik naar buiten kon.. dat was iets van 55 mm.. dus mijn Machine Referentiepunt,...waar ik de X op HOME.. ligt op X55.. Z0 machinecoordinaat ligt met de slede ergens achteraan het bed, net voor de losse kop in zijn achterste stand.. dus als ik de losse kop helemaal achterop zet.. dan kan ik met een gerust hart naar mijn machinenulpunt joggen..
Ik heb mijn machine X0 wel op de centerlijn liggen.. dat wil zeggen.. ik heb de machine naar de X limiet gestuurd ( de mechanische limiet.. klein stukje terug.. da's X0.. daarvandaan naar buiten gejogd.. en gekeken tot hoever ik naar buiten kon.. dat was iets van 55 mm.. dus mijn Machine Referentiepunt,...waar ik de X op HOME.. ligt op X55.. Z0 machinecoordinaat ligt met de slede ergens achteraan het bed, net voor de losse kop in zijn achterste stand.. dus als ik de losse kop helemaal achterop zet.. dan kan ik met een gerust hart naar mijn machinenulpunt joggen..
Re: Emco Compact 8 CNC-ombouw
Nog een uurtje of 3 wat aan de elektriek gewerkt:
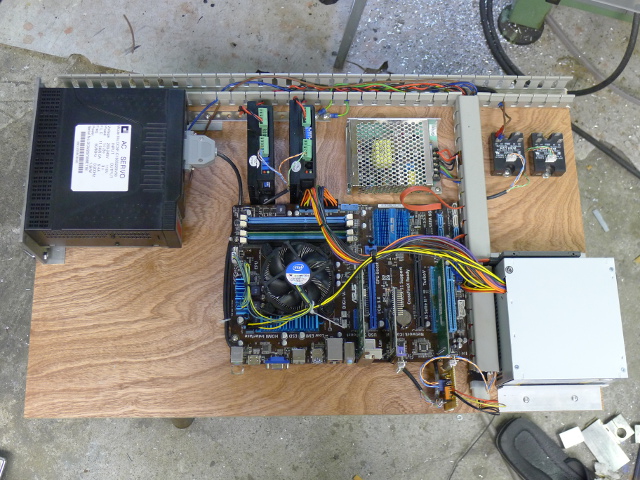
De grote opvallende is de 1,5kW servodrive. Die maar gelijk gemonteerd en onconventioneel plat anders word het zaakje te hoog. Moest ik ook mijn breakoutbordje 12V voeren en er wat elektronica bij bakken, want deze drive wil 12V step/dir pulsen.
Door de drive in step/dir te laten werken zou ik ook meteen kunnen indexeren als ik de motor monteer.
Verder werken dingen als de chargepump; de prik naar de motordrives word alleen ingeschakeld als het realtime-subsysteem en de kern van LinuxCNC goed draaien en actief een pulstrein naar buiten sturen. Zou LinuxCNC crashen, dan verdwijnt ook meteen de prik van de drives.
E-stop laat ik toch maar weer via LinuxCNC lopen; het realtime-deel is betrouwbaar genoeg en een servodrive zonder prik kan ook niet actief de motor gecontroleerd afremmen. De computer zo lang mogelijk de controle laten houden is slimmer.
Ook maar eens kijken of ik zo'n leuk Euchner schakelaartje (herhaalnauwkeurigheid schakelpunt 0,002mm...) als homeswitch op de X-as kwijt kan. Ding is bijna groter dan de slede, maar vooruit. Ik denk dat ik die aan de achterkant wel kwijt kan.
De Z-as homeswitch mag iets normaler of zelfs gewoon niet; daar heeft dat homen alleen zin als je een nauwkeurige afstand vanaf de klauwplaat wil. En dan is het maar de vraag welke klauwplaat er gemonteerd is...
Voor het bepalen van je bereik (softlimits) is het minder handig, want dat varieert constant met waar de losse kop staat en welk opspanmiddel er gemonteerd is. Plaatje kunststof (eentje per klauwplaat) zodat de beitel zich niet in de klauwplaat begraaft en de boel niet met een klap stilstaat is handiger denk ik.
De grote opvallende is de 1,5kW servodrive. Die maar gelijk gemonteerd en onconventioneel plat anders word het zaakje te hoog. Moest ik ook mijn breakoutbordje 12V voeren en er wat elektronica bij bakken, want deze drive wil 12V step/dir pulsen.
Door de drive in step/dir te laten werken zou ik ook meteen kunnen indexeren als ik de motor monteer.
Verder werken dingen als de chargepump; de prik naar de motordrives word alleen ingeschakeld als het realtime-subsysteem en de kern van LinuxCNC goed draaien en actief een pulstrein naar buiten sturen. Zou LinuxCNC crashen, dan verdwijnt ook meteen de prik van de drives.
E-stop laat ik toch maar weer via LinuxCNC lopen; het realtime-deel is betrouwbaar genoeg en een servodrive zonder prik kan ook niet actief de motor gecontroleerd afremmen. De computer zo lang mogelijk de controle laten houden is slimmer.
Ook maar eens kijken of ik zo'n leuk Euchner schakelaartje (herhaalnauwkeurigheid schakelpunt 0,002mm...) als homeswitch op de X-as kwijt kan. Ding is bijna groter dan de slede, maar vooruit. Ik denk dat ik die aan de achterkant wel kwijt kan.
De Z-as homeswitch mag iets normaler of zelfs gewoon niet; daar heeft dat homen alleen zin als je een nauwkeurige afstand vanaf de klauwplaat wil. En dan is het maar de vraag welke klauwplaat er gemonteerd is...
Voor het bepalen van je bereik (softlimits) is het minder handig, want dat varieert constant met waar de losse kop staat en welk opspanmiddel er gemonteerd is. Plaatje kunststof (eentje per klauwplaat) zodat de beitel zich niet in de klauwplaat begraaft en de boel niet met een klap stilstaat is handiger denk ik.
Laatst gewijzigd door DaBit op 19 mar 2017 19:55, 1 keer totaal gewijzigd.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
hugo stoutjesdijk

- Donateur
- Berichten: 12054
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
Waar heb je de HD verstopt ?
ZX > die Z heet zo omdat ze bij CNC machines de verspanende/roterende as de Z noemen.
Die X is eigenlijk veel vreemder, daar schrijf je diameters in, dus is de schaal van je XZ assenkruis niet eens gelijk. ( 1:2)
En voor degene die begrijpen hoe het werkt, maakt het natuurlijk geen drol uit hoe het beestje heet.
Als heidenhain het had mogen verzinnen was het vast L voor länge geweest en D voor durchmesser.
CNC draaien is echt veeel simpeler dan frezen.
ZX > die Z heet zo omdat ze bij CNC machines de verspanende/roterende as de Z noemen.
Die X is eigenlijk veel vreemder, daar schrijf je diameters in, dus is de schaal van je XZ assenkruis niet eens gelijk. ( 1:2)
En voor degene die begrijpen hoe het werkt, maakt het natuurlijk geen drol uit hoe het beestje heet.
Als heidenhain het had mogen verzinnen was het vast L voor länge geweest en D voor durchmesser.
CNC draaien is echt veeel simpeler dan frezen.
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
Re: Emco Compact 8 CNC-ombouw
Opslag is een klein SSD-tje en zit naast de voeding, rechtop.
Het irritante van dit moederbord (Asus moederbord met Z77 chipset, Celeron G550) is trouwens wel dat ik de onboard netwerkpoort niet aan de pruttel krijg. En een CNC-machine zonder connectie naar het thuisnetwerk is knap onhandig; G-code word via Subversion (SVN) gedistribueerd. Met een los kaartje is dat netwerkprobleem ook opgelost, maartoch, irritant.
Bordje is zowiezo niet de meest handige keus voor dit doel, maar als ik ander spul ga ritselen blijven mijn planken gevuld.
En radius versus diametermode: diametermode vind ik maar onlogisch, want bij circelsegmenten word zowiezo nog steeds met radiussen gerekend (of eigenlijk: IK doen nog steeds wat je ervan verwacht) maar de X is dan wel diameter. Handig, not... En als ik bijvoorbeeld een groef voor een circlip wil steken moet ik er ook rekening mee houden dat-ie half zo diep word als gepland.
Waarom dat allemaal handiger zou zijn dan programmeren in radiusmode zie ik even niet.
Het irritante van dit moederbord (Asus moederbord met Z77 chipset, Celeron G550) is trouwens wel dat ik de onboard netwerkpoort niet aan de pruttel krijg. En een CNC-machine zonder connectie naar het thuisnetwerk is knap onhandig; G-code word via Subversion (SVN) gedistribueerd. Met een los kaartje is dat netwerkprobleem ook opgelost, maartoch, irritant.
Bordje is zowiezo niet de meest handige keus voor dit doel, maar als ik ander spul ga ritselen blijven mijn planken gevuld.
En radius versus diametermode: diametermode vind ik maar onlogisch, want bij circelsegmenten word zowiezo nog steeds met radiussen gerekend (of eigenlijk: IK doen nog steeds wat je ervan verwacht) maar de X is dan wel diameter. Handig, not... En als ik bijvoorbeeld een groef voor een circlip wil steken moet ik er ook rekening mee houden dat-ie half zo diep word als gepland.
Waarom dat allemaal handiger zou zijn dan programmeren in radiusmode zie ik even niet.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'

Re: Emco Compact 8 CNC-ombouw
Handig, not... En als ik bijvoorbeeld een groef voor een circlip wil steken moet ik er ook rekening mee houden dat-ie half zo diep word als gepland.
Waarom dat allemaal handiger zou zijn dan programmeren in radiusmode zie ik even niet.
In een productie bedrijf is diameter mode juist wel handig.
Bij aangeleverde tekeningen worden altijd diameters opgegeven, een contourtje proggen kan je dan vaak doen direct aan de machine zonder te hoeven rekenen en er bij na te denken. In radius mode moet je dan ook nog eens alle maten die op je tekening staan door 2 delen
Kortom als je een onderdeel hebt met een groefje, hoef je in diameter modus alleen voor het groefje uit te rekenen..
Plus het feit.... in diameter modus zie je op je beeldscherm ook direct de maat die je meet met je schuifmaat ook weer zonder te rekenen
Zo kan ik nog wel een paar voordeeltjes verzinnen
Zoals het freesje thuis freest, freest het nergens...
Re: Emco Compact 8 CNC-ombouw
Als je hier even niet meeleest mis je veel. Dat gaat nogal vooruit bij jou! 

Ziet er goed uit allemaal natuurlijk. Vooral die 1.5kW servo. Is dat voor de X-as?


Ziet er goed uit allemaal natuurlijk. Vooral die 1.5kW servo. Is dat voor de X-as?
Wanneer iets perfect dezelfde maat heeft, dan gebruik je geen nauwkeurig genoeg meettoestel.
-
Arie Kabaalstra
- Donateur
- Berichten: 13535
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
Ik had wat diameter en Radius betreft hetzelfde verhaal in mijn hoofd als McGyver.. dus kan ik volstaan met "Precies dat wat McGyver zegt! "
simpel gezegd.. als je ergens een as voor moet maken.. vraag je "hoe dik is ie?".. dat door 2 delen.. dat laat je de machine gewoon doen.. simpel.. :)
Ik hanteer wat diameters en Radii betreft het volgende: als een rondje volledig rond is.. (kamers, tappen, assen, gaten.. ) dan prog ik Diameters.. , als het een afrondingkje betreft.. of een andere niet gesloten cirkel, dan prog ik Radius..
simpel gezegd.. als je ergens een as voor moet maken.. vraag je "hoe dik is ie?".. dat door 2 delen.. dat laat je de machine gewoon doen.. simpel.. :)
Ik hanteer wat diameters en Radii betreft het volgende: als een rondje volledig rond is.. (kamers, tappen, assen, gaten.. ) dan prog ik Diameters.. , als het een afrondingkje betreft.. of een andere niet gesloten cirkel, dan prog ik Radius..

Re: Emco Compact 8 CNC-ombouw
Dat plaatje kunststof gaat lastig worden denk ik ; dat zal niet alleen per klauwplaat wisselen, maar ook nog eens per beitel en beitelpositie ... met een binnendraaibeitel zul je veel verder in de Z-richting gaan dan met een mesbeitel bijvoorbeeld.DaBit schreef:De Z-as homeswitch mag iets normaler of zelfs gewoon niet; daar heeft dat homen alleen zin als je een nauwkeurige afstand vanaf de klauwplaat wil. En dan is het maar de vraag welke klauwplaat er gemonteerd is...
Voor het bepalen van je bereik (softlimits) is het minder handig, want dat varieert constant met waar de losse kop staat en welk opspanmiddel er gemonteerd is. Plaatje kunststof (eentje per klauwplaat) zodat de beitel zich niet in de klauwplaat begraaft en de boel niet met een klap stilstaat is handiger denk ik.
In de praktijk zal het 'in de klauwen lopen' denk ik wel meevallen, mits je na het zetten van het werkstuknulpunt je grootste geprogrammeerde Z- maat maar even controleert tov de klauwplaat / spantang. Drie maal raden hoe ik dat geleerd heb...
Verder volg ik het met belangstelling, je bent al veel verder dan ik met de retrofit van mijn Compact 5. Vooral je servo drive ben ik wel benieuwd naar!
-
hainjedaf

- Donateur
- Berichten: 2468
- Lid geworden op: 01 aug 2011 10:01
- Locatie: Amsterdam
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
Die chargepump... hoe zit dat met mesa hardware?
qua netwerk hardware... zit er dan zo'n exotisch netwerkkaartje op?
Die h81 borden werken zonder morren...
(Leuke chip die Anniversary Pentium :)
qua netwerk hardware... zit er dan zo'n exotisch netwerkkaartje op?
Die h81 borden werken zonder morren...
(Leuke chip die Anniversary Pentium :)
Met vriendelijke groet,
Marout Sluijter-Borms,
Amsterdam
Prusa Mini+ Wifi & X1 Carbon met X1Plus
Sparren en tinkeren met iedereen en over alles wat techniek is.
Marout Sluijter-Borms,
Amsterdam
Prusa Mini+ Wifi & X1 Carbon met X1Plus
Sparren en tinkeren met iedereen en over alles wat techniek is.
-
Arie Kabaalstra
- Donateur
- Berichten: 13535
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
als je toch bezig bent.. zou ik die Z-as homeswitch er gewoon opzetten.. stel, je moet meerdere identieke onderdelen maken.. je gaat na het avond eten nog even de werkplaats in.. dan om een uur of 8 roept Moeders de baas voor koffie.. en je denkt .. na de koffie ga ik wel verder met die andere 3.. maar na het nieuws komt een goede film.. je blijft zitten.. en om 10 uur.. ga je geen herrie meer maken.. je zet de machine uit.. morgen verder.. machine aan.. homen.. en gas op die lollie..
Ik heb zelf nog geen Home switches op mijn machine zitten.. maar gewoontegetrouw "parkeer" ik aan het eind van de (werk)dag de machine op zijn Home Positie.. als ik de machine dan weer aanzet.. kan ik gewoon verder waar ik gebleven ben.. 'k heb nog geen "afwijkingen" kunnen constateren.. EdingCNC onthoudt zijn offsets.. dus zodra ik gehomed heb.. weet de machine weer precies waar ie is..
Ik heb zelf nog geen Home switches op mijn machine zitten.. maar gewoontegetrouw "parkeer" ik aan het eind van de (werk)dag de machine op zijn Home Positie.. als ik de machine dan weer aanzet.. kan ik gewoon verder waar ik gebleven ben.. 'k heb nog geen "afwijkingen" kunnen constateren.. EdingCNC onthoudt zijn offsets.. dus zodra ik gehomed heb.. weet de machine weer precies waar ie is..
Re: Emco Compact 8 CNC-ombouw
Mjah, mjah. Alles word met radiussen gedaan. De radius van je frees. De radius van je beitelpunt. De radius van een G2/G3 circelsegment. De radius van een afronding. Ga je tekenen in CAD dan teken je de helft en doe je een revolve. Eigenlijk vrijwel alles wat je doet, doe je met radius.Mcgyver schreef: In een productie bedrijf is diameter mode juist wel handig.
En dan is diameter 30 ingeven in plaats van radius 15 opeens handiger dan overal een grote eenheidsworst? Hoeveel tijd kost het je om diameter 30 om te rekenen naar een radius? Meer dan 1 keer knipperen met je ogen?
Op de DRO zie ik overigens zowel de X als de diameter.
Het zal mijn zo-groen-als-gras wel zijn dat ik dat allemaal niet handig vind. Ik zal dezelfde vraag over een jaartje nog eens beantwoorden
Ja, ik wilde graag zonder dat de spindel draait materiaal af kunnen stekenDamocles schreef:Ziet er goed uit allemaal natuurlijk. Vooral die 1.5kW servo. Is dat voor de X-as?
Servomotor is trouwens 1,1kW (3,5Nm/3000rpm). Drive is 1,5kW. Is wel Chinees (Dacheng), dus dingen als 'tijdelijk 3x nominaal koppel' enzo wat bij andere servo's vrij normaal is kun je vergeten. Harder draaien dan 3000rpm met verlies van koppel doet-ie ook niet trouwens; bij 2998rpm oid houd-ie gewoon op.
Maar eens kijken wat voor tandriempje ik nodig heb. 1.1kW/3000rpm is eigenlijk net niet genoeg om het met 1 overbrenging af te kunnen; met wisselplaatjes gaat het al gauw rap met spindelvermogen op een draaibank.
1:1,2 overbrenging (2500rpm max) is goed tot ca. 50mm diameter aluminium of ca. 15mm staal, tikje meer kan met lagere snedediepte ook nog wel, maar net zoals bij frezen betaal je voor het hele wisselplaatje en niet alleen het puntje.
Dat moet dus idealiter een getrapte tandriemschijf worden met minimaal 2 overbrengingen, maar de breedte moet ik dan wel beperkt houden anders past 't niet op de assen.
Driemaal raden wat ik wil voorkomen voor zover mogelijkjavanree schreef: Dat plaatje kunststof gaat lastig worden denk ik ; dat zal niet alleen per klauwplaat wisselen, maar ook nog eens per beitel en beitelpositie ... met een binnendraaibeitel zul je veel verder in de Z-richting gaan dan met een mesbeitel bijvoorbeeld.
..
Drie maal raden hoe ik dat geleerd heb...
Maar hmm, zit ook wat in ja.
Toch maar een homeschakelaar dan. Kan ik de softlimits automagisch aanpassen met de tooloffsets.
Mjah, ruwbouw gaat altijd wel snel he?Verder volg ik het met belangstelling, je bent al veel verder dan ik met de retrofit van mijn Compact 5. Vooral je servo drive ben ik wel benieuwd naar!
Die motor was eigenlijk bedoeld voor mijn nog ooit te bouwen 4e as, maar met draaibank erbij is dat niet zo hard meer nodig om die van zoveel vermogen te voorzien.
Die heeft een ingebakken watchdog.hainjedaf schreef:Die chargepump... hoe zit dat met mesa hardware?
Ja. De kernelmodule is in ieder geval niet beschikbaar voor die RTAI kernel.qua netwerk hardware... zit er dan zo'n exotisch netwerkkaartje op?
Heb je eigenlijk wel gelijk in...Arie Kabaalstra schreef:als je toch bezig bent.. zou ik die Z-as homeswitch er gewoon opzetten..
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
