
Stef - triangular heet Triangles in slic3r tegenwoordig - daar experimenteer ik nu mee al tijdje. Dan heeft slic3r nog 'stars' en 'grid' en 1 van die beide zit in s3d als grid - die andere is nog even experimenteren. CURA doet als ik het goed heb bij grote objecten met fiks hoge infillsetting iets wat lijkt op stars/grid van slic3r. Default print CURA bijna geen infill en is daardoor stuk sneller met printen objecten. Doet wel stevige perimeters.
Kijk zo'n slicer bouwen doet niet iedereen voor zijn hobby - vandaar dat ze zo'n trage progressie maken vermoed ik en sommige van die slicers gewoon te veel expertkennis vereisen om parameters in te stellen voor verschillende materialen teneinde geniaal te printen. Maar komt wel goed.
Hoe ze zich verhouden met de slicers van de extreem dure printers van een ton of meer weet ik niet. Misschien wil iemand daar wel iets over kwijt?
De DaBit-3D-kitspuit
Moderator: Moderators

Re: De DaBit-3D-kitspuit
Ik heb met Simplify3D nog niks voor elkaar gekregen wat Slic3r niet even goed of beter kan, eerlijk gezegd. Het print niet sneller als je appels met appels vergelijkt, het print niet mooier, en het print zeer zeker niet sterker. Ik ben er niet kapot van.
De eerlijkheid gebied me wel te vertellen dat ik geen hele recente versie heb om mee te spelen, en een Simplify3D uit 2015 vergelijken met de meest recente Slic3r is niet helemaal fair.
Ik zoek voor de meeste zaken helemaal geen prachtige finish; als ik die wil dan print ik een extra perimeter en jas ik de frees of draaibank erlangs. Kan geen vapour polish of wat dan ook tegenop. Maar onnodig ranzig is ook weer het andere uiterste.
0,1mm laagjes kan ik nog wel eens proberen. Tot nu toe niet gedaan, want degelijker worden de dingen niet van meer laagjes.
Laatste bootje was met 0,8mm retract geloof ik, kan ook 0,6mm zijn.
Slic3r kan je object ook vullen met 'voetballen'. Dat is een hele sterke structuur. Wel relatief langzaam om te printen inderdaad, maar zolang een print minder lang duurt dan een nacht+werkdag maakt het me weinig uit of het 3 uur duurt of 13 uur.stef stuntpiloot schreef: ↑24 feb 2018 19:26 S3D heeft twee honeycomb methoden, Fast honeycomb(niet volledig maar wel vlot) en full honeycomb (die is gelijk aan die van slic3r)
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Ja even zien een 0.6mm retract zou hier totaal niet werken.
bij nozzle opening van 0.4 mm en 1.74mm filament komt dat overeen met factorverschil: 0.82^2 / 0.2^2 = 16x
Dus 16x 0.6 = 9.6 mm filament even retracten en o wee als er dan lucht in de nozzle komt tijdens de retractie.
Even gevraagd op IRC - anderen met 0.4mm nozzle doen met slic3r daar 0.1 of 0.2 mm retraction.
Hier geexperimenteerd met 0.1mm maar dat werkt echt van geen meter hier.
Handiger hier is dan geen retractie en wat er dan 'extra' geextrude is dat snij ik er met stanleymesje wel af.
Al die jaren en bij verschillende printers en verschillende filamentsoorten heeft voor mij retractie nooit positief gewerkt, waarbij ik dien op te merken
dat ik maar zelden heel bot extrude.
Als ik heel snel wil printen doe ik 0.2 mm laagdiktes bij 0.4mm nozzle - maar dat geeft heel botte finish en ziet er in Z richting stuk minder mooi uit dan 0.1mm - wel is het sterker natuurlijk en makkelijker voor overhangs.
bij nozzle opening van 0.4 mm en 1.74mm filament komt dat overeen met factorverschil: 0.82^2 / 0.2^2 = 16x
Dus 16x 0.6 = 9.6 mm filament even retracten en o wee als er dan lucht in de nozzle komt tijdens de retractie.
Even gevraagd op IRC - anderen met 0.4mm nozzle doen met slic3r daar 0.1 of 0.2 mm retraction.
Hier geexperimenteerd met 0.1mm maar dat werkt echt van geen meter hier.
Handiger hier is dan geen retractie en wat er dan 'extra' geextrude is dat snij ik er met stanleymesje wel af.
Al die jaren en bij verschillende printers en verschillende filamentsoorten heeft voor mij retractie nooit positief gewerkt, waarbij ik dien op te merken
dat ik maar zelden heel bot extrude.
Als ik heel snel wil printen doe ik 0.2 mm laagdiktes bij 0.4mm nozzle - maar dat geeft heel botte finish en ziet er in Z richting stuk minder mooi uit dan 0.1mm - wel is het sterker natuurlijk en makkelijker voor overhangs.
Re: De DaBit-3D-kitspuit
Ook grappig; supports gegenereerd door MeshMixer:
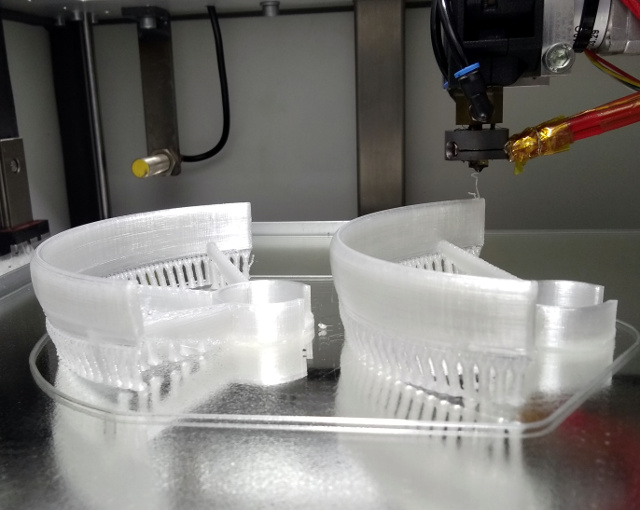
Deze is nog niet zo heel mooi; als ze hoger worden maakt MeshMixer er een hele vertakte boom van. Op de foto een klein beetje te zien vlak onder het werkstuk.
Het scheurt ook zo los van het werkstuk met heel weinig restant. Nadeel is dat het nogal traag print, al die ronde dingetjes. Voor de volgende lading heb ik de support maar ingetekend in Fusion.
Dat polycarbonaat bevalt me trouwens wel. Print mooi en het is knap stijf en degelijk. Nadeel is de prijs; het kost royaal het dubbele van ABS.
Deze is nog niet zo heel mooi; als ze hoger worden maakt MeshMixer er een hele vertakte boom van. Op de foto een klein beetje te zien vlak onder het werkstuk.
Het scheurt ook zo los van het werkstuk met heel weinig restant. Nadeel is dat het nogal traag print, al die ronde dingetjes. Voor de volgende lading heb ik de support maar ingetekend in Fusion.
Dat polycarbonaat bevalt me trouwens wel. Print mooi en het is knap stijf en degelijk. Nadeel is de prijs; het kost royaal het dubbele van ABS.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
Bjornski1976

- Berichten: 1130
- Lid geworden op: 01 feb 2013 14:10
- Locatie: Gorinchem
Re: De DaBit-3D-kitspuit
Beter duur dan niet te koop.
Kennis en wijsheid zijn relatief, gevormd door perceptie & invloed van anderen, Ik wens je veel wijsheid toe bij het toepassen van je kennis.
Re: De DaBit-3D-kitspuit
Ziet er zo van afstandje goed uit die print met supports.
Die supports kun je natuurlijk met goedkoper materiaal ook printen.
Met s3d (en mogelijk andere software) kan dat ook met maar 1 nozzle. Kost even wat wisseltijd dan van filament.
In mijn geval natuurlijk niks wisselen. Gewoon multiextruder :)
Die supports kun je natuurlijk met goedkoper materiaal ook printen.
Met s3d (en mogelijk andere software) kan dat ook met maar 1 nozzle. Kost even wat wisseltijd dan van filament.
In mijn geval natuurlijk niks wisselen. Gewoon multiextruder :)

Re: De DaBit-3D-kitspuit
of even de kitspuit uitbreiden zoals deze
mvg
carlo
mvg
carlo
-
stef stuntpiloot

- Berichten: 1421
- Lid geworden op: 03 feb 2013 14:18
Re: De DaBit-3D-kitspuit
Ik heb dat interview een paar dagen geleden helemaal gezien, damn ik denk dat ik wel lol kan hebben met die kerel en een fatsoenlijke werkplaats, zoveel overeenkomende ideetjes en denkwijzen (DFM bijv. en hij is de eerste die ik hoor over het belang van een stijf frame in een 3D printer)
Zijn toolchanger proces is nu nog wat inefficiënt, maar hij is er in ieder geval wel aan begonnen en heeft de basis werkend!
Zijn toolchanger proces is nu nog wat inefficiënt, maar hij is er in ieder geval wel aan begonnen en heeft de basis werkend!
Re: De DaBit-3D-kitspuit
Dat interview moet ik even voor gaan zitten, zal niet nu zijn.
Maar meerdere extruders zou ik best leuk vinden.
En een slicer die zich meer als traditioneel CAM pakket gedraagt ook; dan importeer ik voor de supports vanaf het bed een STEPje met een gefreesd of eerder geprint deel, doe ik inwendige supports met tool 1 en opbouw van het deel zelf met tool 2 waarbij ik per regio de instellingen wat verander. Bijvoorbeeld rondom boutgaten 4 perimeters en 70% infill en lichtbelaste delen 2 perimeters en 20% infill.
Maar meerdere extruders zou ik best leuk vinden.
En een slicer die zich meer als traditioneel CAM pakket gedraagt ook; dan importeer ik voor de supports vanaf het bed een STEPje met een gefreesd of eerder geprint deel, doe ik inwendige supports met tool 1 en opbouw van het deel zelf met tool 2 waarbij ik per regio de instellingen wat verander. Bijvoorbeeld rondom boutgaten 4 perimeters en 70% infill en lichtbelaste delen 2 perimeters en 20% infill.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
hugo stoutjesdijk

- Donateur
- Berichten: 12053
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: De DaBit-3D-kitspuit
Als je je ontwerp in kleurtjes opdeelt, zou het toch niet zo moeilijk moeten zijn om per kleur een andere technologie toe te passen. (als je met een andere extruder , of materiaal, verder gaat moet je ook een andere technologie)
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
Re: De DaBit-3D-kitspuit
Kleurtjes wil je ook kunnen gebruiken om multicolor te kunnen printen. Voor hobbybob thuis nog niet zo spannend, maar er zijn ook printers die een inktjet-achtig proces gebruiken en aardig fullcolor kunnen. Of ze ook al in de handel zijn weet ik dan weer niet.
Magoed, zolang alles nog via die STL-onzin naar de slicer moet zal het allemaal niks worden. Voor AMF is nog maar weinig support.
Eigenlijk moeten de heren Autodesk, SolidCAM, Topsolid, etc. gewoon het beetje code toevoegen dat nodig is voor additief produceren; de rest hebben ze al.
Magoed, zolang alles nog via die STL-onzin naar de slicer moet zal het allemaal niks worden. Voor AMF is nog maar weinig support.
Eigenlijk moeten de heren Autodesk, SolidCAM, Topsolid, etc. gewoon het beetje code toevoegen dat nodig is voor additief produceren; de rest hebben ze al.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Carlo - toolchanger is patent van 3dsystems uit 2010.
Weet niet in hoeverre om dat patent heen te gaan is noch hoe hard het is (of het vastligt op 1 dingetje).
Maar met zekerheid rechtszaak die paar miljoen gaat kosten voor deze pipo dus versus 3dsystems, zo vermoed ik.
Volgens mij is op grond van US patent 5529471 het wel zo dat je met 2 nozzles mag doen en laten wat je wilt - maar de toolchanger met 4 nozzles die expliciet 1 nozzle gaat halen en dan terugbrengen - da's glashelder een patent. Waarvan ik dus niet weet of dat patent uit 2010 een herhaling is, maar het patent zit wel in de patentdatabase als 'nieuw' patent uit 2010 en vervalt dus pas per 2030.
An sich is dat wel lullig want een toolchanger voor een additive proces patenteren komt wel heel bot over op mij hoor.
Wat voor mij dus onduidelijk is, laat ik het juridisch zo voorzichtig formuleren, is of je dus een toolchanger met 2 tools mag bakken en of dat valt onder patent 5529471 of dat dat onder het toolchanger principe valt van 3d systems uit 2010. Dat is me niet 100% duidelijk, hoewel ik neig te zeggen dat het eerder onder 5529471 valt, zonder dat in een rechtszaak te willen verdedigen in USA die paar miljoen kost :)
Tenslotte is 1 van de grootste kosten het feit dat al die processen zich in USA afspelen daar het allemaal om US patenten gaat.
p.s. voor de duidelijkheid: patent 5529471 is vervallen. 1e registratie was 1995 dus is per 2015 vervallen.
Weet niet in hoeverre om dat patent heen te gaan is noch hoe hard het is (of het vastligt op 1 dingetje).
Maar met zekerheid rechtszaak die paar miljoen gaat kosten voor deze pipo dus versus 3dsystems, zo vermoed ik.
Volgens mij is op grond van US patent 5529471 het wel zo dat je met 2 nozzles mag doen en laten wat je wilt - maar de toolchanger met 4 nozzles die expliciet 1 nozzle gaat halen en dan terugbrengen - da's glashelder een patent. Waarvan ik dus niet weet of dat patent uit 2010 een herhaling is, maar het patent zit wel in de patentdatabase als 'nieuw' patent uit 2010 en vervalt dus pas per 2030.
An sich is dat wel lullig want een toolchanger voor een additive proces patenteren komt wel heel bot over op mij hoor.
Wat voor mij dus onduidelijk is, laat ik het juridisch zo voorzichtig formuleren, is of je dus een toolchanger met 2 tools mag bakken en of dat valt onder patent 5529471 of dat dat onder het toolchanger principe valt van 3d systems uit 2010. Dat is me niet 100% duidelijk, hoewel ik neig te zeggen dat het eerder onder 5529471 valt, zonder dat in een rechtszaak te willen verdedigen in USA die paar miljoen kost :)
Tenslotte is 1 van de grootste kosten het feit dat al die processen zich in USA afspelen daar het allemaal om US patenten gaat.
p.s. voor de duidelijkheid: patent 5529471 is vervallen. 1e registratie was 1995 dus is per 2015 vervallen.
Re: De DaBit-3D-kitspuit
Interview ook bekeken; was de moeite. Wel weer leuk om te zien dat ze op dezelfde dingetjes uitkomen als ik. 
Goede geleiding, stijf frame, additieve workflow integreren in software als Fusion360 (dat idee is niet nieuw trouwens; op IdeaStation vind je dat al vanaf 2015)
De hele extruder wisselen met kogeltjes+V-groeven (daar hebben ze nog een fout gemaakt; ronde banen werken minder goed) heb ik ook aan gedacht, alleen dan met een (elektro)magneet voor het aantrekken.
Goede geleiding, stijf frame, additieve workflow integreren in software als Fusion360 (dat idee is niet nieuw trouwens; op IdeaStation vind je dat al vanaf 2015)
De hele extruder wisselen met kogeltjes+V-groeven (daar hebben ze nog een fout gemaakt; ronde banen werken minder goed) heb ik ook aan gedacht, alleen dan met een (elektro)magneet voor het aantrekken.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Dabit, het is allemaal beetje nerdoplossing. Maar da's het mooie van 3d printing - bij 3d printing mag dat nog :)
