Nee, ze zijn behoorlijk vierkantig en niet blobberig. Bijna een 'spie'. Dat is echt computer-gegenereerd.EBos schreef:Die 'dingetjes' aan dat 'pieleke' aan de zij kan..als ik je gebegrijp zijn dat de start punten van elke laag.
Ja, toch eens kijken wat de ideale settings zijn; ik heb nog wat geblobber waar ik vanaf wil, zie hieronder.Je zou het op nul kunnen zetten en dan van uit daar tweeken met bvb twee cubes naast elkaar met zo'n 10mm afstand.
Dit is PLA+ van eSun. Ik moest toen ik m'n eigen hotend bouwde toch een E3D nozzle hebben en heb toen maar gelijk 2 rollen filament besteld (PLA+ en ABS+).Ik heb wel gemerkt dat de wat mindere door ontwikelde filament meer draaden gaf en de wat duurde minder tot nauwlijks.
Geen idee of eSun onder de betere kwaliteiten valt. Met mijn beperkte ervaring lijkt het best in orde te zijn; ik heb bij normaal gebruik en licht misbruik nog geen vastlopers of slippend aandrijfwieltje gehad.
Goed, nog wat gehobbied. Ik heb een vies truukje uitgehaald....
De 'nieuwe' circular-arc-blend trajectplanner in LinuxCNC werkt alleen voor bewegingen in X, Y en Z. Dat was destijds een bewuste keus om de kans op gedoe klein te houden en de mensen die het hardste een planner met goede blending en lookahead nodig hebben zijn de router-mensen, en die doen hooguit geindexeerd meerassig.
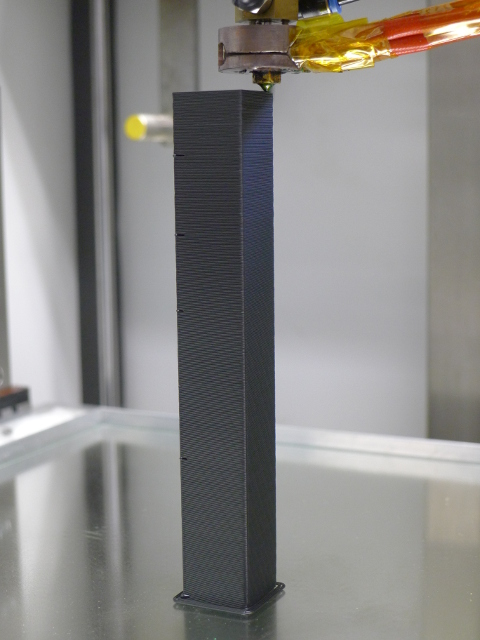
Bij zo'n 3D printer zijn de meeste bewegingen XY+A, oftewel LinuxCNC schakelt terug naar de conservatieve niet-lookahead planner. Dat is vooral bij korte-segmenten code een wereld van verschil met de nieuwe. Je hoorde de printer ook takketakketakketak doen.
Nu beweegt het bouwplatform zelden, de extruder continu, en de G-code word toch vertaald van RepRap-smaakje naar LinuxCNC smaakje. Dan kan ik net zo goed de Z- en A-as omdraaien. Z is dan de extruder, A het bouwplatform.
Zo gezegd, zo gedaan. Nou, dat is een wereld van verschil in gemiddelde snelheid en soepel lopen. Er gaat toch niks boven een goede trajectplanner als je de sturing tientallen G1's per seconde voert.
Verder het aantal stapjes per mm filament gecalibreerd en LinuxCNC op laten starten met G64 P0.07.
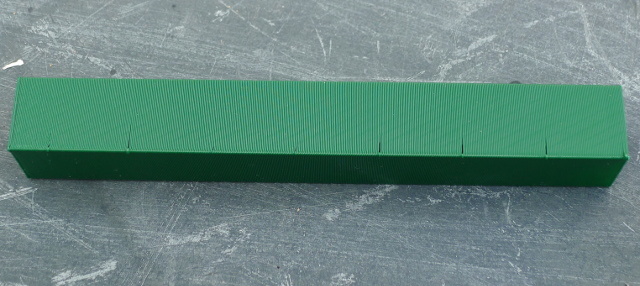
Resultaat met krek dezelfde G-code als de vorige delen:
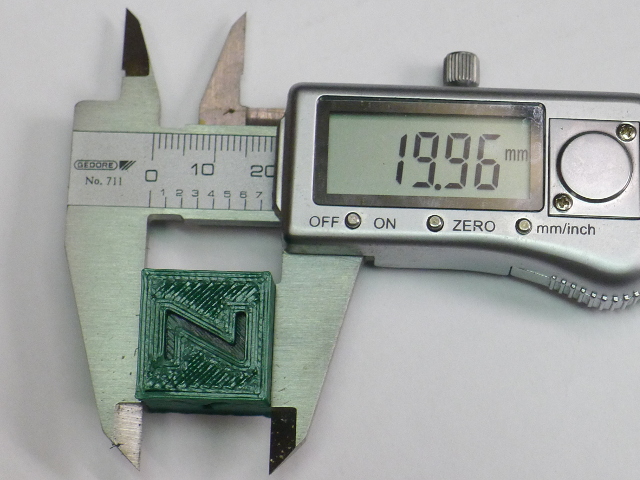
Ik heb verder niks afgesteld aan aantal stappen in XY; dat is 5 volle stappen per millimeter (20T poelies, GT2 2mm riem = 40mm/omw, koppeling stappenmotor 1:1)
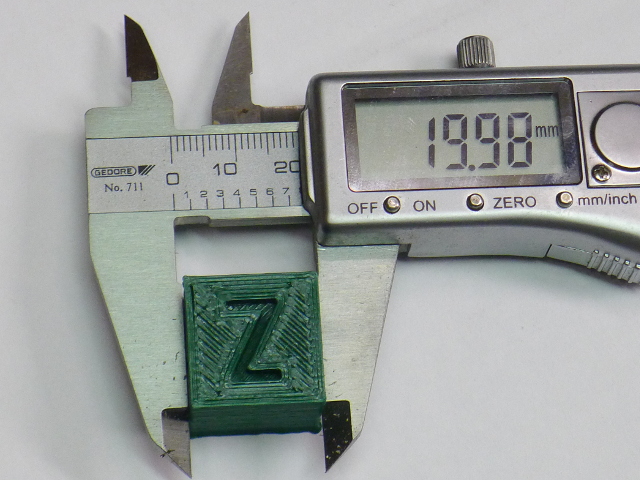
Wel raar dat het zo redelijk goed klopt; je zou zeggen dat het plastic meer zou krimpen?
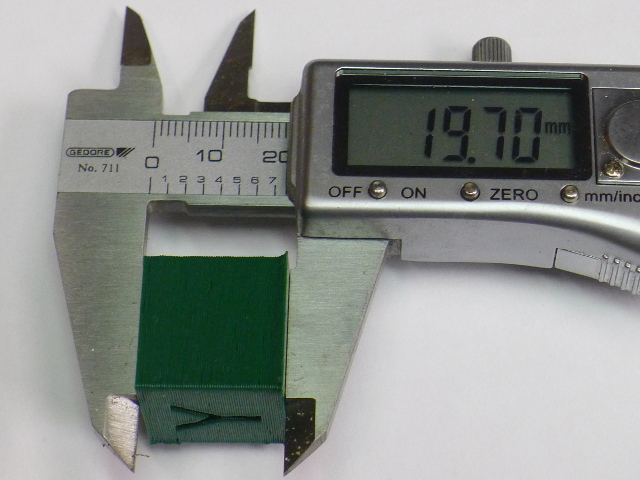
De hoogte van 19,7mm ipv 20,0mm is mij wel heel erg toevallig 1 laagdikte minder....
Wat verder opvalt is dat ik die opvulling aan de bovenkant van de kubus, waar de Z staat, niet heel geweldig vind. Die loopt niet over in de wand.
Dat zou die P0.07 kunnen zijn; LinuxCNC heeft dan de vrijheid om 0,07mm van het pad af te wijken en met zo'n heen-terug beweging zal-ie dat ook wel doen. Volgens mij kan ik in de slicers een overlap tussen infill en wand opgeven, daar maar eens mee spelen.
Onderkant van de kubus is breder dan de rest, maar volgens mij staat de eerste laag standaard op meer dan 100% extrusie. Dat zou dat kunnen verklaren. Lijkt ook een slicer-instelling te zijn en geen machine-probleem dus.
Verder nog een extra spinner geprint; ik heb 2 kinderen...
Die onder de loep:

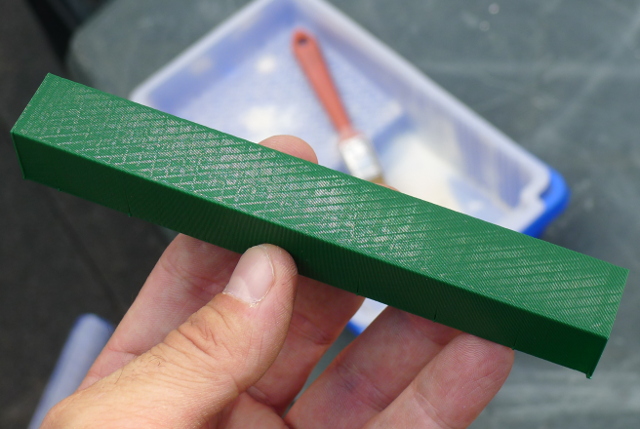
Ik zie wel wat blobjes. Dat zijn de punten waar de laag begonnen word. Temperatuur was niet extreem; 200 graden terwijl 205-225 aangeraden word voor dat PLA+. Maar ik kan een tikje lager gaan zitten; die twee verwarmingscartridges dicht tegen de nozzle aan en koperen warmteblok zijn aardig efficient. Snelheid was 60mm/s wandjes en 120mm/s infill, niet heel langzaam.
Dit is wel met de redelijk extreme en trage default retract van Cura; 25mm/s en 3mm geloof ik. Die blobjes zie ik in de kubus wat minder; Slic3r doet dat standaard vlotter en maar 2mm. Lijkt erop dat wat minder en sneller retracten beter werkt, dus.
Maar eens een stukje G-code kloppen die streepjes filament legt met varierende retract-afstand en snelheid. Voordeel van LinuxCNC; ik kan nog gewoon constructies zoals WHILE en REPEAT gebruiken in de G-code en rekenen met variabelen
Voor de rest zit het plastic ook goed aan elkaar. Ik kan de boel breken (met verrassend veel moeite), maar de breuk gaat dan door meerdere lagen heen, het is niet zo dat er lagen onderling loslaten.
Verder ook eens kijken wat handig is om het supportmateriaal te verwijderen. Dat zit namelijk ook goed vast...
En als ik nou ABS wil proberen, moet ik dan binnenkant van de nozzle schoonmaken? Of gewoon ABS invoeren en een cm of 10-20 aan filament extruderen op 230 graden om het PLA eruit te 'spoelen'?