
Marks CNC ombouw HBM BF30->Overstap naar kogelomloop!
Moderators: audiomanics, Moderators
Re: Marks CNC ombouw HBM BF30
De verbinding van de stappen motor as naar de koppeling wordt toch geborgd door die twee kleine schroefjes?
BF20 maar nog niet CNC
Re: Marks CNC ombouw HBM BF30
Ja idd, 2 5M schroefjes; sterk zat één zou ook voldoenBtje schreef:De verbinding van de stappen motor as naar de koppeling wordt toch geborgd door die twee kleine schroefjes?

Re: Marks CNC ombouw HBM BF30
Ha die Mark,
Bij jou gaat het anders ook leuk verder, kom op zet hem op het wordt een moord machine mooi afgewerkt en goed gemaakt.
De motoren blijven prima zitten hoor met twee stelschroeven, alleen wel even de schroefjes borgen met halfvaste locktite, want ze trillen wel los als je ze niet borgt.
Succes ga zo door.
Jan
Bij jou gaat het anders ook leuk verder, kom op zet hem op het wordt een moord machine mooi afgewerkt en goed gemaakt.
De motoren blijven prima zitten hoor met twee stelschroeven, alleen wel even de schroefjes borgen met halfvaste locktite, want ze trillen wel los als je ze niet borgt.
Succes ga zo door.
Jan
Re: Marks CNC ombouw HBM BF30
Ha Jan!
Dankje voor je reactie..
Echter kwam ik net tot een niet zo leuke ontdekking
Net even vluchtig gekeken (morgen kijk ik verder), maar het lijkt erop de de trapezium spindel van de x-as krom is!
Het viel me namelijk al op de bij deze laatste as, die ik cnc gemaakt heb het zaakje minder mooi dan de y as loopt en zelfs minder dan de z-as!
Kan de stappenmotor namelijk lang niet ze snel en met een zo hoog koppel laten draaien als de Y-as, ongeveer maar de helft. Toen keek ik of het nut had de geleidingen losser te zetten, maar dit hielp amper.
Vond het ook raar dat het vooral op de uiteindes van de slag zwaarder liep. Nadat ik de motor bevestiginging los gemaakt had zag ik 'op het oog' een slingering in de as.
Terwijl de Y-as en Z-as geleiding nu met minimale speling afgesteld staat en perfect loopt...
Als dit echt zo blijkt te zijn moet ik een nieuw trapezium draadeind aanschaffen helaas..
Kan ik wel gelijk anti-backlash moeren maken.
Nu zitten er trouwens wel trapezium spindels van rond 20 in, met een spoed van 2mm.
En omdat die spindels van overtoom je zo te zien wel bevielen keek ik net eens op hun site, maar viel me wel op dat de 20mm van hun alleen in een spoed van 4 leverbaar is.
Zou dit gunstig zijn ofniet?
Want heb wel gemerkt met de directe aandrijving, dat zelfs met de spoed van 2mm met een 'gewone' voeding de stappenmotor maar heel langzaam ronddraait en behoorlijk herrie maakt.
Ik kan me voorstellen dat dit met een spoed van 4mm nog een stuk erger is
Dankje voor je reactie..
Echter kwam ik net tot een niet zo leuke ontdekking
Net even vluchtig gekeken (morgen kijk ik verder), maar het lijkt erop de de trapezium spindel van de x-as krom is!
Het viel me namelijk al op de bij deze laatste as, die ik cnc gemaakt heb het zaakje minder mooi dan de y as loopt en zelfs minder dan de z-as!
Kan de stappenmotor namelijk lang niet ze snel en met een zo hoog koppel laten draaien als de Y-as, ongeveer maar de helft. Toen keek ik of het nut had de geleidingen losser te zetten, maar dit hielp amper.
Vond het ook raar dat het vooral op de uiteindes van de slag zwaarder liep. Nadat ik de motor bevestiginging los gemaakt had zag ik 'op het oog' een slingering in de as.
Terwijl de Y-as en Z-as geleiding nu met minimale speling afgesteld staat en perfect loopt...
Als dit echt zo blijkt te zijn moet ik een nieuw trapezium draadeind aanschaffen helaas..
Kan ik wel gelijk anti-backlash moeren maken.
Nu zitten er trouwens wel trapezium spindels van rond 20 in, met een spoed van 2mm.
En omdat die spindels van overtoom je zo te zien wel bevielen keek ik net eens op hun site, maar viel me wel op dat de 20mm van hun alleen in een spoed van 4 leverbaar is.
Zou dit gunstig zijn ofniet?
Want heb wel gemerkt met de directe aandrijving, dat zelfs met de spoed van 2mm met een 'gewone' voeding de stappenmotor maar heel langzaam ronddraait en behoorlijk herrie maakt.
Ik kan me voorstellen dat dit met een spoed van 4mm nog een stuk erger is
Laatst gewijzigd door Erik op 19 jun 2009 15:39, 1 keer totaal gewijzigd.
Reden: onnodige quote verwijderd
Reden: onnodige quote verwijderd
Re: Marks CNC ombouw HBM BF30
Hallo,
Vandaag toch erachter gekomen dat de X-as spindel toch niet zo krom was als ik dacht, was ook vooral de draadmoer die iets scheef vastgeschroeft zat.
Nu het zaakje dus toch kunnen laten lopen, ookal loopt de X toch nog niet helemaal zo mooi als de Z en Y..
Heb de volgende backlash in moeten stellen:
Y= 0.23mm
X= 0.34mm
Z= 0.81mm
Ik heb van de sledes ieder 10mm laten bewegen en met een meetklokje de werkelijke waardes op een 1 100e ingevuld, zodat ik precies het juiste aantal stappen kreeg. Alle assen net iets anders; maar ongeveer rond de 100 stappen..
Je zou dus zeggen dat het aardig nauwkeurig moet zijn.
Alleen nu heb ik een rondje gefreest en deze is toch al gauw 0.3 á 0.4mm onrond!
Vooral bij de 4 punten van de cirkel, waar de backlash gecompenseerd moet worden, zie je toch een overgang.
Ikzelf denk dat de backlash gewoon te groot is om te compenseren, omdat de tafel door de trillingen toch door de backlash heen en weer kan bewegen!
Hoe denken jullie erover
Hier wat foto's :
Deze moer zit erop en de speling kun je met 2 schroefjes verstellen, alleen dit werkt niet!
Denk omdat de moer schuin geklemt wordt, want als ik deze maar iets indraai; om minder speling te krijgen. Zit er al een heel onregelmatig zwaar punt in!:



Vandaag toch erachter gekomen dat de X-as spindel toch niet zo krom was als ik dacht, was ook vooral de draadmoer die iets scheef vastgeschroeft zat.
Nu het zaakje dus toch kunnen laten lopen, ookal loopt de X toch nog niet helemaal zo mooi als de Z en Y..
Heb de volgende backlash in moeten stellen:
Y= 0.23mm
X= 0.34mm
Z= 0.81mm
Ik heb van de sledes ieder 10mm laten bewegen en met een meetklokje de werkelijke waardes op een 1 100e ingevuld, zodat ik precies het juiste aantal stappen kreeg. Alle assen net iets anders; maar ongeveer rond de 100 stappen..
Je zou dus zeggen dat het aardig nauwkeurig moet zijn.
Alleen nu heb ik een rondje gefreest en deze is toch al gauw 0.3 á 0.4mm onrond!
Vooral bij de 4 punten van de cirkel, waar de backlash gecompenseerd moet worden, zie je toch een overgang.
Ikzelf denk dat de backlash gewoon te groot is om te compenseren, omdat de tafel door de trillingen toch door de backlash heen en weer kan bewegen!
Hoe denken jullie erover
Hier wat foto's :
Deze moer zit erop en de speling kun je met 2 schroefjes verstellen, alleen dit werkt niet!
Denk omdat de moer schuin geklemt wordt, want als ik deze maar iets indraai; om minder speling te krijgen. Zit er al een heel onregelmatig zwaar punt in!:

Re: Marks CNC ombouw HBM BF30
Dan is hij dus nu klaar...? Ben benieuwd naar de filmpjes...
Re: Marks CNC ombouw HBM BF30
Dit blok heeft me al vaker verbaasd.markde2e schreef: Deze moer zit erop en de speling kun je met 2 schroefjes verstellen, alleen dit werkt niet!
Denk omdat de moer schuin geklemt wordt, want als ik deze maar iets indraai; om minder speling te krijgen. Zit er al een heel onregelmatig zwaar punt in!:
Als ik het goed begrijp werkt het zo:
In het brede en smalle deel zit schroefdraad voor de grote schroedstang.
Door de kleine schroefjes aan te draaien kun je de speling verminderen.
Dan gebeurd er iets raars, lijkt mij.
Als je de schroefjes aan draait dan buigt het dunne deel van het blok een beetje.
Dan komt de schroefdraad in het smalle deel van het blok SCHEEF op de schroefdraad op de schroefstang te staan.
Dan is er toch aanzienlijk minder contact oppervlak tussen de schroefdraad in het kleine deel van het blok en de schroefdraad on de schroefstang ?
Dezelfde krachten op een kleiner oppervlak betekent grotere slijtage. !!?
Daarom verbaasd me deze constructie.
En nog iets wat me verbaasd aan dit schroefblok.
Het heeft een smal deel en een breed deel met schroefdraad.
Stel je hebt een beetje speling, wat normaal is.
Als je het blok naar rechts beweegt, dan komt de kracht op het BREDE deel van het blok.
Als je met gelijke kracht naar links beweegt dan komt de kracht op het SMALLE deel van het blok.
Zelfde kracht op het smalle deel betekent weer meer slijtage.
Dat verbaasd me.
Is dit een wezelijk probleem ?
Of geldt hier: "Het werkt, dus wat zeur je ?" :-) :-)
Komt dit omdat deze freesbanken goedkoop zijn, en andere oplossingen veel duurder ?
Is dit door hobbyisten goedkoop te verbeteren ?
Blijkt hier uit dat je slijtage kunt verminderen door zoveel mogelijk slechts in 1 richting te frezen ?
En de andere bewegings richting zoveel mogelijk alleen voor onbelaste travel te gebruiken ?
Werkt dit ? Is het van nut ? Was dit al bekend bij de hobbyisten ?
Vroemm.
Re: Marks CNC ombouw HBM BF30
Van welk materiaal is dit moerblok ?
Brons ?
Vroemm.
Brons ?
Vroemm.
-
Arie Kabaalstra

- Donateur
- Berichten: 13539
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Marks CNC ombouw HBM BF30
in wezen worden de krachten verdeeld over de schroefdraad.. in de praktijk zal niet elke gang evenveel kracht opnemen.
je zou er voor de grap eens aan moeten rekenen hoeveel kracht je eigenlijk met een "simpel spilletje" kunt opwekken..
goedkope en goede oplossingen voor het spelingsprobleem zijn er eigenlijk niet.. 't is of goed, of goedkoop.
de meest eenvoudige manier om de schroefdraad spelingvrij te krijgen is het monteren van kogelomloop moeren en spindels, maar dat kost wat meer..
je zou er voor de grap eens aan moeten rekenen hoeveel kracht je eigenlijk met een "simpel spilletje" kunt opwekken..
goedkope en goede oplossingen voor het spelingsprobleem zijn er eigenlijk niet.. 't is of goed, of goedkoop.
de meest eenvoudige manier om de schroefdraad spelingvrij te krijgen is het monteren van kogelomloop moeren en spindels, maar dat kost wat meer..
Re: Marks CNC ombouw HBM BF30
Dat lijkt me een onderschatting van het probleem.Arie Kabaalstra schreef:in wezen worden de krachten verdeeld over de schroefdraad.. in de praktijk zal niet elke gang evenveel kracht opnemen.
Als je het smalle deel en het brede deel als twee moeren beschouwd, dan staat een moer scheef.
Dan is er geen sprake meer van krachten verdelen over de hele winding.
Een hobbyist met een draaibank kan toch dit principe zelf maken ?goedkope en goede oplossingen voor het spelingsprobleem zijn er eigenlijk niet.. 't is of goed, of goedkoop.
de meest eenvoudige manier om de schroefdraad spelingvrij te krijgen is het monteren van kogelomloop moeren en spindels, maar dat kost wat meer..
Het is niet geheel spelingsvrij, maar de speling is wel beter in te stellen.
En de krachten worden overal over een veel groter oppervlak verdeeld.
Dus minder slijtage.
http://www.cnczone.com/forums/showthread.php?t=18976

Laatst gewijzigd door vroemm op 24 jun 2009 22:40, 2 keer totaal gewijzigd.
-
Arie Kabaalstra
- Donateur
- Berichten: 13539
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Marks CNC ombouw HBM BF30
die "truc met 2 moeren" is de standaard methode die in professionele machines met Trapezium wordt toegepast. dit is wat netter dan 't inknijpen van een moer.
maak je niet te veel zorgen over scheefstand van het dunne deel.. dat kan ie wel hebben, daar is het op ontworpen tenslotte..
maak je niet te veel zorgen over scheefstand van het dunne deel.. dat kan ie wel hebben, daar is het op ontworpen tenslotte..
Re: Marks CNC ombouw HBM BF30
Ik had later een betere tekening van de twee moeren oplossing gemaakt:
http://www.cnczone.com/forums/showpost. ... ostcount=8

http://www.cnczone.com/forums/showpost. ... ostcount=8
-
Arie Kabaalstra
- Donateur
- Berichten: 13539
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Marks CNC ombouw HBM BF30
wat de "overgangen" betreft.. hoe programmeer je een cirkel?.. sommige software maakt er een cirkel in delen van.. , met als gevolg dat de machine even stopt op die punten, en de boel kan "uitveren".. 't hoeft dus niet noodzakelijkerwijs aan je machine te liggen..
't probleem met trapezium spindels is eigenlijk: Ik heb er nog nooit een gezien die helemaal recht was.
de fabricagemethode van de schroefdraad heeft ook invloed op de kwaliteit.
Persoonlijk zou ik bij ombouw van een bestaande machine beginnen met het vervangen van de trapeziumspindels voor kogelomloop.. scheelt je boelveel ellende met afstellen
't probleem met trapezium spindels is eigenlijk: Ik heb er nog nooit een gezien die helemaal recht was.
de fabricagemethode van de schroefdraad heeft ook invloed op de kwaliteit.
Persoonlijk zou ik bij ombouw van een bestaande machine beginnen met het vervangen van de trapeziumspindels voor kogelomloop.. scheelt je boelveel ellende met afstellen
Re: Marks CNC ombouw HBM BF30
Bedankt voor de reacties!
Ik had in de tussentijd al een mooi principe bedacht om op een goede manier de speling weg te krijgen, hier straks meer over..

En het werkt voor geen meter, hadden ze net zogoed niet kunnen doen; was goedkoper geweest..
Hallo Arie,
Is met 4 losse radius coordinaten..
En vooral omdat de backlash nu zo GIGANTISCH is, merk je dan pas helemaal deze overgangen, omdat ie nu letterlijk even stil staat..
Zonder compensatie (backlash compensatie in mach3) wordt het gat gewoon zo ovaal, dat je het nog met de ogen dicht kunt zien
Echter heb ik de compensatie ingeschakeld, dan is het aanzienlijk minder; maar ook bij lange na nog niet goed genoeg...
Dit lijkt me eigenlijk ook wel logisch, want als je zo'n grote omkeer speling hebt; kan het zaakje heel makkelijk verlopen bij trillingen.
MAARGOED, de trapezium spindel is toch nog behoorlijk recht voor de lengte dus ik denk dat ik het er maar op moet wagen om verstelbare moeren te maken!
Kan het allicht proberen, kogelomloop spindels kan altijd nog natuurlijk en kan beter eerst proberen het uiterste eruit te halen.
Ik heb even een schets gemaakt, hoe het ongeveer moet worden:
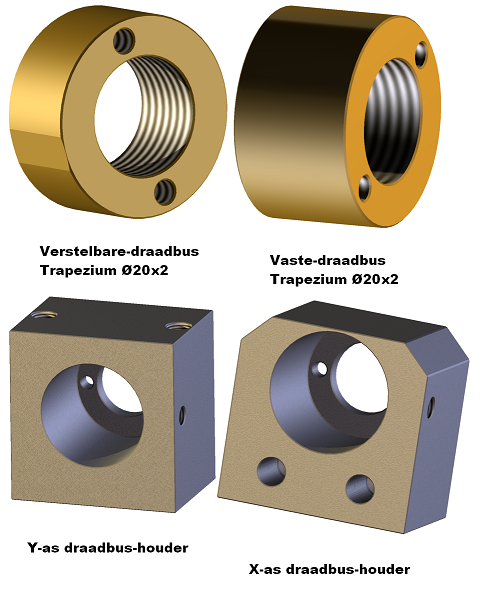
De vaste draadbus, wordt bij de X en Y draadbus houder achterin vastgeschroeft.
De schroefsdraadgaten van de vaste bussen, om deze te bevestigen is niet doorlopend; voorkant is dus helemaal vlak.
De draadbussen gaan met een minimale passing in het gat.
Vervolgens gaat de verstelbare draadbus erin (ook met passing). Deze heeft wel doorlopende draadgaten, waar stelschroefjes ingedraait worden, om de speling eruit te stellen(met een drupje loctite).
Om te zorgen dat de verstelbare draadbus niet verdraait, zit er een plat kantje aan. Hier wordt een stelschroefje tegenaan gedraait, die aan de zijkant van de draadbus houder zit!
Graag jullie reacties!
mark.
Ik had in de tussentijd al een mooi principe bedacht om op een goede manier de speling weg te krijgen, hier straks meer over..
Gietijzervroemm schreef:Van welk materiaal is dit moerblok ?
Brons ?
Vroemm.
Zeg maar gerust dat ie 'heel erg' verbuigtvroemm schreef:
Dan gebeurd er iets raars, lijkt mij.
Als je de schroefjes aan draait dan buigt het dunne deel van het blok een beetje.
Vroemm.
En het werkt voor geen meter, hadden ze net zogoed niet kunnen doen; was goedkoper geweest..
Arie Kabaalstra schreef:wat de "overgangen" betreft.. hoe programmeer je een cirkel?.. sommige software maakt er een cirkel in delen van.. , met als gevolg dat de machine even stopt op die punten, en de boel kan "uitveren".. 't hoeft dus niet noodzakelijkerwijs aan je machine te liggen..
't probleem met trapezium spindels is eigenlijk: Ik heb er nog nooit een gezien die helemaal recht was.
de fabricagemethode van de schroefdraad heeft ook invloed op de kwaliteit.
Persoonlijk zou ik bij ombouw van een bestaande machine beginnen met het vervangen van de trapeziumspindels voor kogelomloop.. scheelt je boelveel ellende met afstellen
Hallo Arie,
Is met 4 losse radius coordinaten..
En vooral omdat de backlash nu zo GIGANTISCH is, merk je dan pas helemaal deze overgangen, omdat ie nu letterlijk even stil staat..
Zonder compensatie (backlash compensatie in mach3) wordt het gat gewoon zo ovaal, dat je het nog met de ogen dicht kunt zien
Echter heb ik de compensatie ingeschakeld, dan is het aanzienlijk minder; maar ook bij lange na nog niet goed genoeg...
Dit lijkt me eigenlijk ook wel logisch, want als je zo'n grote omkeer speling hebt; kan het zaakje heel makkelijk verlopen bij trillingen.
MAARGOED, de trapezium spindel is toch nog behoorlijk recht voor de lengte dus ik denk dat ik het er maar op moet wagen om verstelbare moeren te maken!
Kan het allicht proberen, kogelomloop spindels kan altijd nog natuurlijk en kan beter eerst proberen het uiterste eruit te halen.
Ik heb even een schets gemaakt, hoe het ongeveer moet worden:
De vaste draadbus, wordt bij de X en Y draadbus houder achterin vastgeschroeft.
De schroefsdraadgaten van de vaste bussen, om deze te bevestigen is niet doorlopend; voorkant is dus helemaal vlak.
De draadbussen gaan met een minimale passing in het gat.
Vervolgens gaat de verstelbare draadbus erin (ook met passing). Deze heeft wel doorlopende draadgaten, waar stelschroefjes ingedraait worden, om de speling eruit te stellen(met een drupje loctite).
Om te zorgen dat de verstelbare draadbus niet verdraait, zit er een plat kantje aan. Hier wordt een stelschroefje tegenaan gedraait, die aan de zijkant van de draadbus houder zit!
Graag jullie reacties!
mark.
