Dit soort uitdagingen zijn altijd afhankelijk van een aantal overwegingen:
-vermogen spindel
-max rpm spindel
-stabiliteit freesmachine
-diameter frees (grotere diameter = meer duwen/kracht erop zetten = meer feed)
-materiaal te verspanen
-koeling/geen koeling?
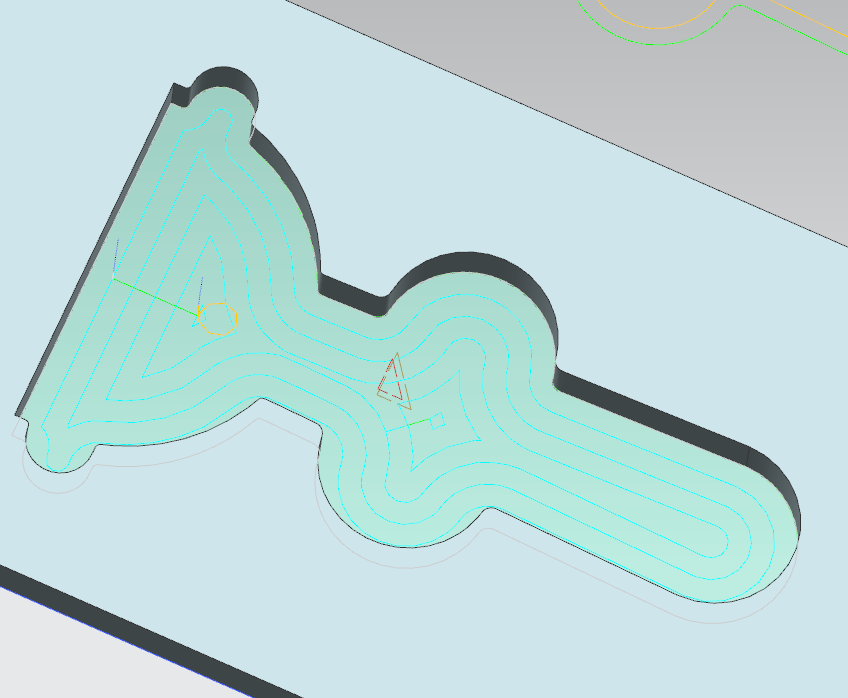
Idealitier doe ik ik pockets (in wat voor vorm dan ook) altijd van binnen naar buiten met een helical plunge voor het begin:
-helical plunge zorgt ervoor dat de slot-frees niet volloopt en als boortje gaan fungeren
-van binnen naar buiten: ruimte die de frees creëert wordt steeds groter zodat koeling, spaan-hercirculatie en wrijving beter worden.
in jouw tekening zit je met 90 graden hoeken te kijken dus ik zou met een 8mm frees alles ruw frezen en dan met een kleinere frees een contour nalopen om de hoeken zo strak mogelijk te krijgen (helemaal afhankelijk dus van je diameter van je naloop frees).
I.i.g zo zou het ruwfrezen eruit zien (in dit plaatje is moeilijk te zien dat de frees tussen de paden vloeiend naar buiten stapt (nu lijkt hij telkens haaks 1 stepover naar buiten te stappen, maar in de gcode/cam loopt dit vloeiend met een 's'-bocht. De gele helical is dus de helical plunge om op de bodem te komen alvorens hij de pocket gaat uithollen. de 2 driehoeken moet je negeren, dat zijn planes/datums in CAD.
Bij aluminium zet ik er normaal een .2/.3mm wall stock op (8mm-12mm frees, <4mm = .1), die ik vervolgens naloop met een contour met dezelfde frees zodat krachten minimaal zijn en de afwerking perfect glad wordt. Als het op 0.01mm moet zijn, laat ik wederom .1mm/.05 staan die nagelopen wordt.
Zoals gezegd voor strakke hoeken moet je een zo klein mogelijk frees hebben. Als de frees 2mm of kleiner is haal ik rest materiaal in de hoeken weg met een een troichidiale pad zodat krachten klein zijn. Maar dit kost wel extra tijd.
 Pocket_milling
Pocket_milling







