Volgens mij kan ik 't zelf maken op een paar onbelangrijke details na dus dat ga ik ook doen. Dan heb ik het het snelste en spelen op kosten van de baas is ook niet verkeerd :)
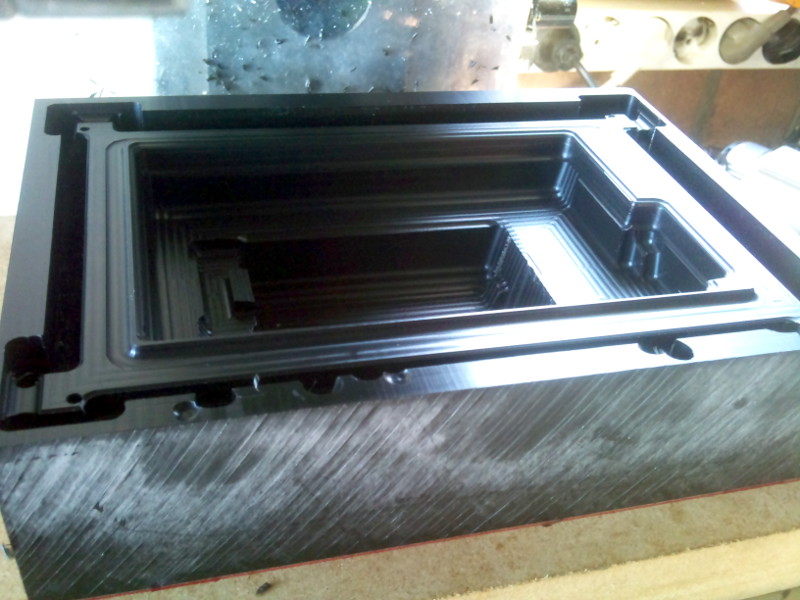
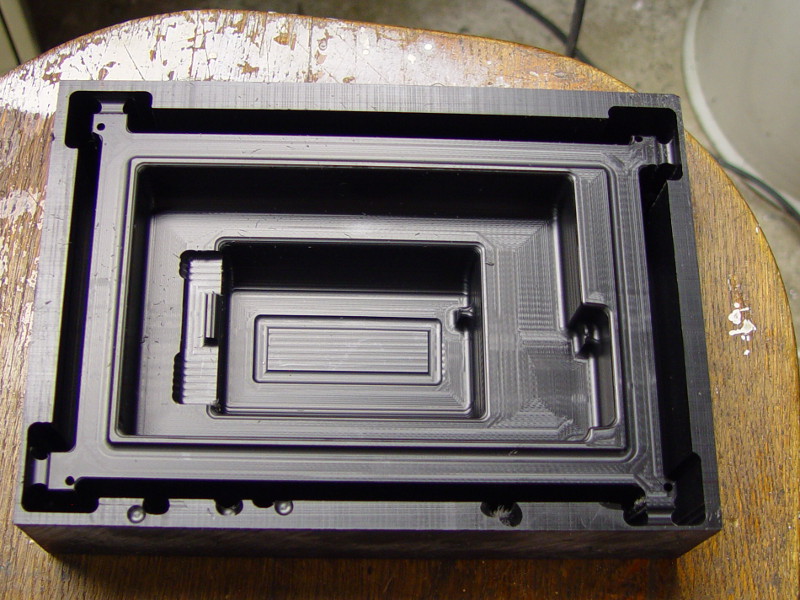
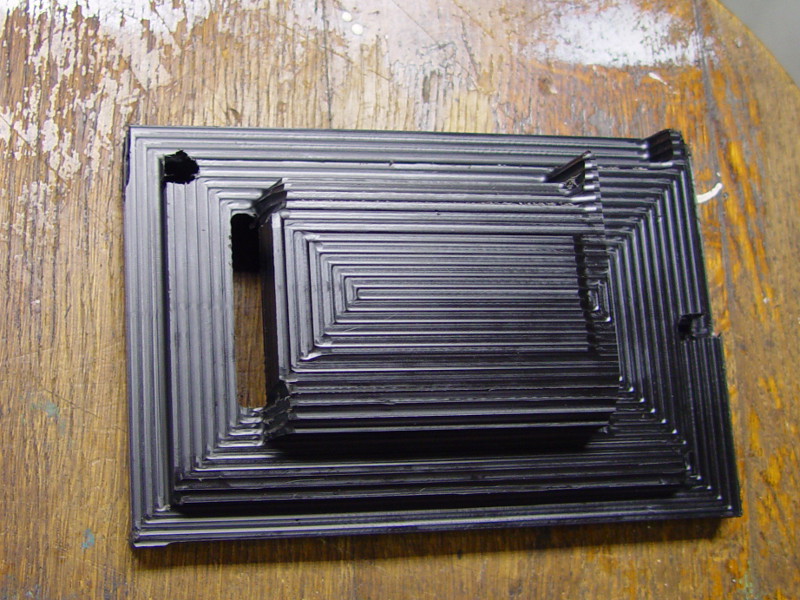
Het gaat om dit dingetje:
Ik zou 't graag 'first time right' willen hebben of eventueel 'second time right', en ik heb dat 3D frezen vanuit een STL nog nooit gedaan, dus ik vraag even advies.
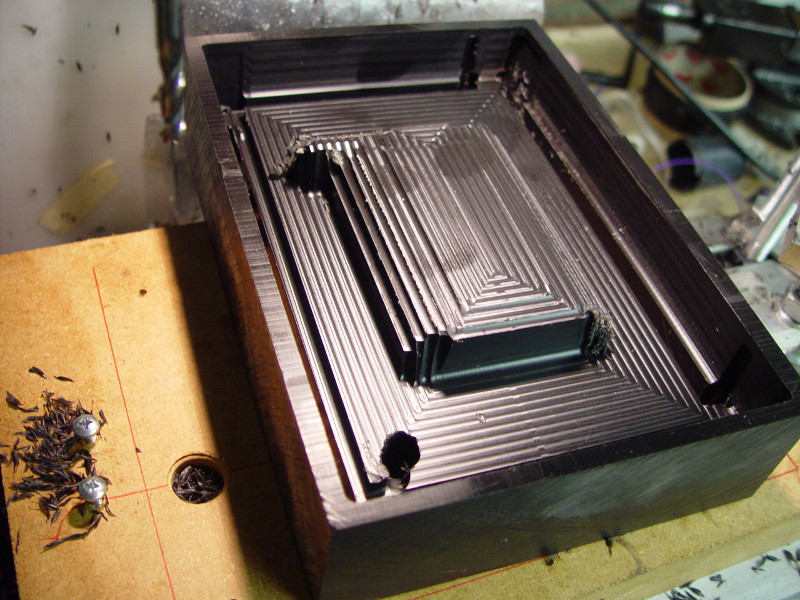
Als materiaal heb ik een paar blokken POM, om het op te spannen en precies van onder/boven te kunnen frezen maak ik wel een houdertje uit MDF met een paar paspennen erin. Paar gaten in het blok POM boren, en ik zou het probleemloos moeten kunnen positioneren.
Als freesje wilde ik eigenlijk voor zowel ruwfrezen als afwerken een lange 6mm tweesnijder met 2mm radius aan de punt ('bullnose' heet dat geloof ik) gebruiken.
Goed, de frees laat ik 48mm onder de Kress-spantang uitsteken; dan kan ik net de diepste punten bereiken zonder dat de spantang aanloopt. Da's dus nogal een eind.
Ik had het volgende in gedachten:
- Toerental 7000rpm
- Voeding 450mm/min (horizontaal).
- tegenlopend frezen
- dieptestappen bij ruwfrezen: 3mm.
- 0,5mm laten staan tijdens het ruwfrezen.
- Nafrezen meelopend ivm buiging frees.
- Straal perslucht voor koeling en verwijderen spanen.
Klopt dat een beetje, of zouden jullie andere parameters kiezen?
Zou ik nog iets met vloeistof moeten doen voor smering/koeling, of het gewoon bij enkel perslucht houden?
Doe je dat nafrezen met een hoger toerental/voeding omdat de spaantjes dunner zijn, of hou je dat gewoon hetzelfde?