P1-Engineering schreef: ↑27 dec 2020 20:44
Het is erg basic, de hele interface heeft naar mijn mening een grote update nodig. De besturing is robuust en betrouwbaar, maar qua interface is het iets uit de jaren 2000 naar mijn mening. Standaard moet je teveel in de macro's duiken. Aan de andere kant, waarschijnlijk moet je dan gewoon een prof. controller kopen.
Wel mis ik:
-Controle op toolsensor status, zit in de Sorotec macro nu wel
-Inmeten van gereedschap diameter, met daarbij uit het center meten bij een grote diameter (facemill) (Zou een macro voor gemaakt kunnen worden)
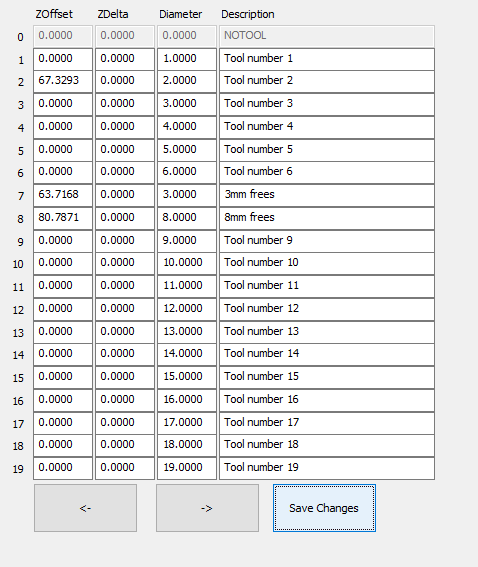
-Mogelijkheid om gereedschappen toe te wijzen aan slots. In je cam programma heb je bijv tool 1 t/m 100. Zou graag in Eding dan willen zetten dat bijv T52 in toolslot 12 zit in de ATC. Nu moet je telkens alles opnieuw nummeren. Dit is helaas niet zelf op te lossen voor zover ik weet.
Voorbeeld van een moderne interface vind ik bijvoorbeeld de nieuwe Masso controller. Alles grafisch, probing routines zitten er standaard in, ATC routines etc. Alleen missen daarin weer een aantal essentiële onderdelen zoals feed override, G68 en G41, G42.
https://www.masso.com.au/masso-touch/
Combinatie van beide zou het mooiste zijn.
Kijk.. nu komen we ergens...
-Controle op toolsensor status, zit in de Sorotec macro nu wel
Met andere woorden, Bert mag aan de bak?.Toen ik de Toolmeetmacro schreef.. way back in the days.. waren #5067 en #5068 nog niet geimplementeerd.. da's later pas gekomen.
De eerste keer dat ik dat toepaste.. da's 11 jaar geleden bij het schrijven van de routine voor :
Dit..
de Toolmeet macro had ik daarvoor al geschreven, en eerlijk gezegd heb ik nooit de moeite genomen om die Controle erin te zetten, ik heb de code aan Bert gegeven, en die heeft em eigenlijk zo'n beetje 1:1 in EdingCNC gezet.
-Inmeten van gereedschap diameter, met daarbij uit het center meten bij een grote diameter (facemill) (Zou een macro voor gemaakt kunnen worden)
Vandaag een betaalbare toolsetter gevonden die ook de diameter kan meten:Daar denk ik zelf ook aan.. Ik ben momenteel bezig aan het ontwerp van een nieuwe taster, en Toolsetter.. daar komt bij mij een schijf bovenop, en daarmee moet je ook Radii van gereedschappen kunnen meten.. hoe?.. nou.. eigenlijk stelt dat niets voor..
op de "Bridgeport-van-de-zaak" hadden we daar ook een meetprogje voor.. die keek naar de Toolradius.. if RTool>0, radiusmeting, Boortjes moesten we dus altijd met R0 in de tabel zetten vóór het meten.. en dan na de meting de radius inkloppen..
Omdat je Met Dialogen kan werken in EdingCNC is het een koud kunstje om de vragen om die gegevens.. met een frees met wisselplaten, is het soms wenselijk om niet op de totale radius te meten, maar een stukje verschoven.. omdat ze door bijvoorbeeld platen onder 45°of ronde wisselplaten niet aan de buitenradius snijden op het ondervlak, dat zijn zaken die allemaal op te lossen zijn.
Als je machine beschikt over een spindel die ook linksom kan draaien, kun je dat ook gebruiken bij de gereedschapsradiusmeting.. een beetje VHM Frees.. haalt zo een hap uit je tastschijf.. zelfs als ie 58 HRc is
Bedenk je wel.. daarvoor moet de Totale meetmacro, alsmede de kalibratiemacro stevig voor onder handen genomen kunnen worden.. 'k ga daar zelf binnenkort mee aan de gang.. maar dat zal niet in een dagje gedaan zijn..
https://vers.by/en/touch-probes/21-vers-tsm.html
En het zal inderdaad een serieuze klus zijn om dat te schrijven. Zal ook de Duitse vrienden van Sorotec eens vragen.
-Mogelijkheid om gereedschappen toe te wijzen aan slots. In je cam programma heb je bijv tool 1 t/m 100. Zou graag in Eding dan willen zetten dat bijv T52 in toolslot 12 zit in de ATC. Nu moet je telkens alles opnieuw nummeren. Dit is helaas niet zelf op te lossen voor zover ik weet.
Hmmm, ok dit zou zeer interessant zijn als dit te verwezenlijken is. Mooiste zou natuurlijk zijn als je dit direct in de bestaande tooltabel kan invullen, dus een extra rij met Slotnummer.is dat alles?'k heb er nog niets voor geschreven.. maar ik denk aan een Array, toepassen van Enumeratie ,of eigenlijk het toolnummer gebruiken als pointer, en dan in dat "Slot" in het geheugen.. de Slot in het toolrack wegschrijven.. er zijn 1000 Non-Volatile parameters.. me dunkt dat dat voldoende moet zijn..
nou.. ja.. je geeft het zelf al aan.. en dat getuigt van karakter.. 'k heb ook wel collega's gehad die bijvoorbeeld riepen "maar.. dat kun je niet aan de machine programmeren (Kamer met een eiland uitruimen, SL Cyclus op een Heidenhain besturing ), waarop ik dan zijn.. eh.. JIJ kan het niet.. maar ga mij nou niet vertellen wat ik wel of niet kan..Dit is helaas niet zelf op te lossen voor zover ik weet
zoals ik al zij.. met een Array is het volgens mij wel op te lossen... en je gebruikt #5008 als Pointer in je Array..
Is de interface van Eding zelf dermate te wijzigen dat je weet Arie?.
Ben nu zelf op het niveau dat ik ongeveer kan interpreteren wat de macro doet, het zelf schrijven of een dergelijke aanpassing is (nu) nog een aantal stappen te ver.
Wat de Interface betreft.
Weten de "ouderen" onder ons nog hoe de eerste GUI van EdingCNC (toen nog USBCNC) eruit zag?..eenieder weet dat ik jeuk op onbereikbare plaatsen krijg van de GUI van MACH, maar de GUI van USBCNC van voor 2007.. die was heel karig, maar nog veel rommeliger.
Toen Ik Bert op de CNCzone Meeting ontmoette heb ik em dat ook gezegd.. ik was onder de indruk van de mogelijkheden (toen al), maar ik vond de GUI ronduit rampzalig.. Bert heeft me toen gevraagd om hem te helpen met het ontwerpen van de Nieuwe GUI..de Layout heb ik gedaan, de Icoontjes zijn gemaakt door een Italiaan.. 'k vond ze VRESELIJK,(zie ook de video hierboven) maar alles zat op een logische plek, en je had er geen muis meer bij nodig..
Zoals zo zoetjes aan bekend hier, ben ik van mening dat muizen in een kooitje, in een kat, of op een beschuitje thuishoren.. al dan niet gestampt.. maar zeker niet in een werkplaats (ik heb onlangs een Demo gehad van een heel mooie Sodick Draadvonkmachine.. en daar hing ook een muis aan.. da's voor mij echt een Dealbreaker.. , nou is een mepscherm op een Draadvonkmachine ook niet heilig vanwege veelvuldig natte fikken, maar Softkeys doen wonderen
Goed.. USBCNC werd EdingCNC, maar aan de GUI is eigenlijk niets ingrijpends veranderd. er zijn dingen toegevoegd, je kunt nu zelf je eigen icoontjes maken.. de Macro.cnc kwam, DLGMSG kwam, LOGFILE en LOGMSG kwamen.. Jottum!.. verder nog de nodige zaken in de achtergrond.. achter dezelfde voordeur.
de GUI is gebaseerd op die van Heidenhain.. waarom?.. omdat ik toendertijd al de nodige ervaring had met "Heidi", en 't is muisvrij, alles zit netjes ingedeeld en je bedient het al snel routinematig..

.Ja.. dit is wel een mooie interface om te zien.. maar. een Touchpad Keyboard?.. alsjeblieft niet.. sweet mother of Jezus.. waarom niet?.. probeer maar eens blind te typen op een Tablet of op je telefoon.. daarom niet.
Ik doe niet anders op de Ipad en telefoon.....bedien Eding nu ook voor 99% met het touchscreen....misschien een generatie ding.
Alleen voor de bediening van het daadwerkelijk freeswerk (joggen, feed, speed etc) geef ik de voorkeur aan fysieke knoppen. Zie nu inderdaad ook dat er alleen een start/stop knop op zit. Dat is dan weer iets te karig. Maar er is dan ook geen support voor feed of speed override bij Masso.
'k heb zelf nooit een typecursus gehad, maar ik kijk al een eeuwigheid niet meer naar mijn toetsenbord als ik wat in moet typen.. 'k weet toch waar de toetsen zitten?.. zo doe ik dat ook met het Joggen met toetsen op de Beagle.. ik kan voelen waar de toetsen zitten.. en ik weet welke ik moet hebben voor welke richting.. ik kijk naar de machine, ik voel waar mijn toetsen zitten..
Nieuwer is zeker niet altijd beter..
Alleen missen daarin weer een aantal essentiële onderdelen zoals feed override, G68 en G41, G42.
Ja toen ik net begon had ik die functie nog niet helemaal door. Dus startte een programma gewoon op 100% en angstvallig hand op de noodknop.Geen Feedoverride is een doodzonde.. voor mij een dealbreaker..
Feedoverride moet een fysieke knop zijn.. een schuif of een draaiknop, dat kukelt er wat mij betreft niet tegenan.. maar het moet iets zijn dat je blindelings moet kunnen grijpen..
Toen ik de feedoverride functie ontdekte ging er een wereld voor mij open, hahaha.
Zou nu inderdaad niet zonder kunnen.
Absoluut, heb G41/G42 nog niet goed werkend gehad. Heb het op het moment niet nodig maar in de toekomst maar weer eens induiken.G68.. Ja.. MOET er gewoon inzitten.. G41/G42 ,hoewel niet volledig functionerend in EdingCNC, zou ik het niet willen missen.
Ik hoop dat men bij EdingCNC de laatste ontbrekende schakels in de Radiuscompensatie nog eens toevoegt..
Ander topic had ik ook net aangegeven, zou naar mijn mening mooi zijn als er een soort van 'Pro' macro beschikbaar zou zijn vanuit Eding. Voor de controllers maken ze hier ook onderscheid in.Verder.. als ik kijk naar de Features van die Masso.. "Conversational programming for simple part machining?.. ik doe al 12 jaar niet anders..
Ok.. ik heb daar een Applicatie voor moeten schrijven. maar. nu met DLGMSG is er veel mogelijk.. op de draaibank heb ik dat , en behalve draadsnijden kan ik alles, Vlak en langsdraaien, radii, schuine kanten, groefsteken, en boren.
Ik programmeer complete horlogekasten aan de machine.
Voor de freesbank is er ook wel zoiets bij mij in voorbereiding, maar ik zit met één uitdaging.. G00, G01, G02, G03 bewegingen programmeren.. want.. een dialoogje met parameters is zo geprogd..maar een parameter heeft ALTIJD een waarde in EdingCNC, als je Volatile parameters gebruikt.. dan zijn ze allemaal 0 als je opstart.. , heb je een 3-assige machine.. dan heb je genoeg aan 3 parameters voor een G00 (4 voor een G01, want voeding), maar als je alleen X en Y een waarde geeft.. dan Gaat ie vrolijk naar Z0..
Nou kan je natuurlijk een controle uitvoeren om te kijken of die parameter gewijzigd is.. en zo nee, em weglaten uit de G-code regel.. maar.. dan moet je werkelijk elke mogelijke combinatie vastleggen in je macro.. dat wordt een stevig robbertje proggen.. omdat EdingCNC macro's nou eenmaal niet in VB.NET of C/C#/C++ worden geschreven, en je dus niet even een "Stringbuilder" kan schrijven.. mogelijk is dat met een snippertje externe software wel te regelen.. ga ik nog wel naar kijken.. Iemand.. zette me laatst op het spoor van "AutoIt" daar kan veel mee.. met een klein VB progje ook.. en dan kun je er makkelijk genoeg een interface aan toevoegen..
Maar.. om even op het Topic terug te komen.. Ik heb de indruk dat die G28 de boosdader was..
Dat doet bij mij vermoeden dat de Z machine coordinaten van Z0 naar Z positief zoveel lopen.. en niet van Z0 naar Z Negatief zoveel..
Dat zou in mijn optiek DEFAULT moeten zijn.. G00 G53 Z0 trekt dan de kop altijd helemaal naar boven..
waar de referentieschakelaars zitten.. dat kukelt er werkelijk niet tegenan.. al zitten ze halverwege.. als je maar kan homen zonder aanvaring is dat helemaal mooi
'k ga me er eens sterk voor maken dat er in de EdingCNC manual in elk geval een "aanbeveling" komt van hoe het machinecoordinatenstelsel (zeker 3 keer woordwaarde) in te stellen.. zodat daar tenminste wat eenheid in komt.. scheelt ook weer met zoeken..
De kans dat het dan met een G28 nog mis gaat is daarmee een stuk kleiner.. niemand zal "by default" -230 als Z coordinaat hebben staan.. en als dat er wel staat.. dan hebben ze dat er zelf ingezet.. en zijn ze ook zelf verantwoordelijk voor de daardoor veroorzaakte schade..