
Eindelijk ben ik zover dat Eding nu mijn werkelijke spindelsnelheid weet doordat ik deze nu meet met een inductie sensor. Maar nu loop ik tegen het volgende aan.
Wanneer ik een G84 ingeef past hij keurig netjes de feedrate aan naar de RPM's van de spindel. So far so good. Maar het gaat fout op het moment dat hij onderin het gat komt. Hij gaat dan eigenlijk vrijwel direct weer omhoog terwijl de spindel wat meer tijd nodig heeft voor afremmen en weer op toeren komen. Op deze manier kan ik dus eigenlijk niet zonder tapkop terwijl ik dit wel zo willen.
Is er hier iemand die deze functionaliteit gebruikt in Eding en weet wat er mis kan gaan? Het eerste waar ik zelf aan dacht is de Ramp U/D Time setting maar ik weet eigenlijk niet precies wat deze inhoud. Op mijn VFD is dit s/100Hz maar dit is in Eding onduidelijk. Kan het hierin zitten?
Alvast bedankt!
Draad tappen
Moderator: Moderators
-
andrefc101

- Donateur
- Berichten: 3732
- Lid geworden op: 26 dec 2007 08:39
- Locatie: Bergen op Zoom
- Contacteer:
Re: Draad tappen
Als het goed werkt wacht hij daarop voor M4 weer naar boven gaat...
Re: Draad tappen
Het lijkt erop (maar is lastig te zien met het blote oog) alsof hij hem op de weg terug niet goed synchroniseert en dus sneller omhoog gaat dan zou moeten op dat moment.andrefc101 schreef: ↑01 apr 2021 21:15 Als het goed werkt wacht hij daarop voor M4 weer naar boven gaat...
-
andrefc101
- Donateur
- Berichten: 3732
- Lid geworden op: 26 dec 2007 08:39
- Locatie: Bergen op Zoom
- Contacteer:
Re: Draad tappen
Wat dan erg vreemd is, want je sensor moet het toerental aan de controller opgeven, waar dan de feed op aangepast wordt. Werkt deze sensor wel goed?
Re: Draad tappen
Als ik het goed begrijp, probeer je "rigid tapping". Dan is niet alleen de spindel snelheid bepalend, maar ook de exacte positie (stoppen en terug draaien). Daarvoor heb je een encoder nodig om ook de draairichting te bepalen. Voor tappen heb je behalve een behoorlijke encoder resolutie ook een backlash vrije Z-as en encoder overbrenging nodig!
-
Arie Kabaalstra

- Donateur
- Berichten: 13525
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Draad tappen
Voor zover ik weet, mede omdat Spindelorientatie (nog) niet mogelijk is in EdingCNC, moet je wel met een tapkop met lengtecompensatie werken.hfjbuis schreef: ↑01 apr 2021 23:34Als ik het goed begrijp, probeer je "rigid tapping". Dan is niet alleen de spindel snelheid bepalend, maar ook de exacte positie (stoppen en terug draaien). Daarvoor heb je een encoder nodig om ook de draairichting te bepalen. Voor tappen heb je behalve een behoorlijke encoder resolutie ook een backlash vrije Z-as en encoder overbrenging nodig!
Re: Draad tappen
Ja de sensor werkt goed, hij geeft ook keurig het juiste RPM weer op het display. Doe jij ook rigid tappen op deze manier? Ik wil eigenlijk eerst wel weten of het uberhaupt mogelijk is.andrefc101 schreef: ↑01 apr 2021 22:51 Wat dan erg vreemd is, want je sensor moet het toerental aan de controller opgeven, waar dan de feed op aangepast wordt. Werkt deze sensor wel goed?
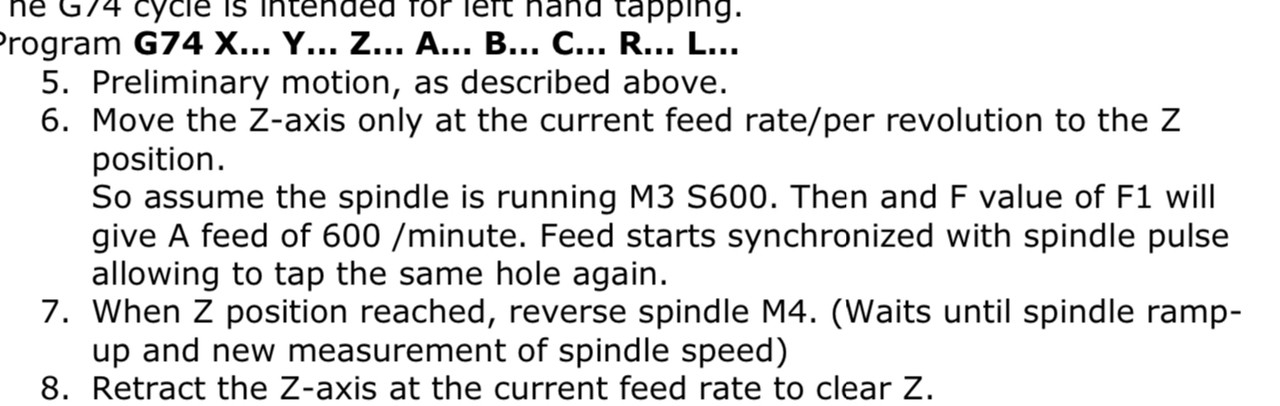
Als ik de manual goed heb begrepen is alleen het 1 pulse/rev signaal voldoende om de positie van de spindel te bepalen, zie ook de zin "allowing to tap the same hole again" in het plaatje van Andre. Over een encoder wordt verder niet gesproken maar ik kan me wel voorstellen dat het zonder encoder een moeilijk verhaal wordt. Overigens lijkt me deze niet nodig voor de draairichting, de software mag er toch wel vanuit gaan dat de machine bij M3 rechtsom en bij M4 linksom draait lijkt me.hfjbuis schreef: ↑01 apr 2021 23:34 Als ik het goed begrijp, probeer je "rigid tapping". Dan is niet alleen de spindel snelheid bepalend, maar ook de exacte positie (stoppen en terug draaien). Daarvoor heb je een encoder nodig om ook de draairichting te bepalen. Voor tappen heb je behalve een behoorlijke encoder resolutie ook een backlash vrije Z-as en encoder overbrenging nodig!
Als dat zo is kan ik de zin "Feed starts synchronized with spindle pulse allowing to tap the same hole again." niet helemaal rijmen. Dit kan namelijk altijd als je met een tapkop werkt, ik heb dus de indruk dat ze hier wel degelijk van rigid tapping uitgaan.Arie Kabaalstra schreef: ↑01 apr 2021 23:36 Voor zover ik weet, mede omdat Spindelorientatie (nog) niet mogelijk is in EdingCNC, moet je wel met een tapkop met lengtecompensatie werken.
Re: Draad tappen
De index pulse zorgt ervoor dat de machine op dezelfde positie start. Bij een stabiele spindel snelheid gaat het starten en tappen dan ook goed en kun je dit met dezelfde tap ook "probleemloos" herhalen. Bij het stoppen en terugdraaien, is de positie en snelheid van de spindel "onbekend". Pas bij de 1e index puls is de positie bekend en bij de 2 puls de snelheid.
Het verbaasd mij dat je bij het terugdraaien niet meteen de tap gebroken hebt. Dat komt misschien door speling in de Z-richting. Als die maar hoog genoeg is, maakt de positie van de Z-as niet uit en kan dit toch goed werken.
Re: Draad tappen
je kunt in Eding instellen hoeveel pulsen per rev je hebt, als je meerdere magneetjes/triggers op de spindel aanbrengt.
Zou het helpen om bijvoorbeeld 4 of 8 pulsen per rev te maken? In feite creëer je op deze manier een 'encoder' met lage resolutie. Als dan je spindel weer omhoog gaat is er bij Eding eerder bekend wat de snelheid van de spindel is.
Zou het helpen om bijvoorbeeld 4 of 8 pulsen per rev te maken? In feite creëer je op deze manier een 'encoder' met lage resolutie. Als dan je spindel weer omhoog gaat is er bij Eding eerder bekend wat de snelheid van de spindel is.
-
Arie Kabaalstra
- Donateur
- Berichten: 13525
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Draad tappen
Dat lost het probleem niet op.. Rigid tapping kan (nu) gewoonweg niet met edingCNCCaesar schreef: ↑02 apr 2021 09:41 je kunt in Eding instellen hoeveel pulsen per rev je hebt, als je meerdere magneetjes/triggers op de spindel aanbrengt.
Zou het helpen om bijvoorbeeld 4 of 8 pulsen per rev te maken? In feite creëer je op deze manier een 'encoder' met lage resolutie. Als dan je spindel weer omhoog gaat is er bij Eding eerder bekend wat de snelheid van de spindel is.
-
andrefc101
- Donateur
- Berichten: 3732
- Lid geworden op: 26 dec 2007 08:39
- Locatie: Bergen op Zoom
- Contacteer:
Re: Draad tappen
Ik werk niet (meer) met Eding, maar met een standalone controller. Verder heb ik servo’s met een absolute encoder, dus ja, bij mij werkt dit wel goed. 10 gaten tappen in een plaat, alle schroefdraden beginnen dan exact op hetzelfde punt.
Re: Draad tappen
Inderdaad, zo dacht ik het in eerste instantie ook. Maar de manual deed (mij althans) vermoeden dat het wel zou moeten kunnen.
De speling op mijn Z-as is nagenoeg 0, de reden waarom ik de tap niet gebroken heb is omdat ik dit om te testen geprobeerd heb met een M12 tap in een stuk Nylon, dat wint de tap wel
Die instelling geldt alleen wanneer IsSteperMotor is aangevinkt, en ik weet niet of dat verder nog invloed heeft op de werking van de machine. Als je alleen de waarde aanpast gaat hij toch nog steeds uit van 1 puls/rev.Caesar schreef: ↑02 apr 2021 09:41 je kunt in Eding instellen hoeveel pulsen per rev je hebt, als je meerdere magneetjes/triggers op de spindel aanbrengt.
Zou het helpen om bijvoorbeeld 4 of 8 pulsen per rev te maken? In feite creëer je op deze manier een 'encoder' met lage resolutie. Als dan je spindel weer omhoog gaat is er bij Eding eerder bekend wat de snelheid van de spindel is.
Dat is wel een flinke tegenvaller dan...Arie Kabaalstra schreef: ↑02 apr 2021 09:53 Dat lost het probleem niet op.. Rigid tapping kan (nu) gewoonweg niet met edingCNC
Re: Draad tappen
[/quote]
Dat is wel een flinke tegenvaller dan...
[/quote]
Misschien een optie om je schroefdraad te frezen dan?
Het is vrij eenvoudig om een freesje te slijpen waarmee je dan in een spiraal je schroefdraad kan frezen.
Ik doe het zelf voor schroefdraad vanaf M8
Duurt ca 30 sec voor een gat M8 15mm diep in Alu
Freesje heb ik zelf geslepen van een oude hardmetalen frees
Dat is wel een flinke tegenvaller dan...
[/quote]
Misschien een optie om je schroefdraad te frezen dan?
Het is vrij eenvoudig om een freesje te slijpen waarmee je dan in een spiraal je schroefdraad kan frezen.
Ik doe het zelf voor schroefdraad vanaf M8
Duurt ca 30 sec voor een gat M8 15mm diep in Alu
Freesje heb ik zelf geslepen van een oude hardmetalen frees
-
Arie Kabaalstra
- Donateur
- Berichten: 13525
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Draad tappen
Dat is wel een flinke tegenvaller dan...
[/quote]
Misschien een optie om je schroefdraad te frezen dan?
Het is vrij eenvoudig om een freesje te slijpen waarmee je dan in een spiraal je schroefdraad kan frezen.
Ik doe het zelf voor schroefdraad vanaf M8
Duurt ca 30 sec voor een gat M8 15mm diep in Alu
Freesje heb ik zelf geslepen van een oude hardmetalen frees
[/quote]
er zijn ook puike schroefdraadfreesjes te koop, Ik frees de schroefdraad in mijn horlogekasten ook, omdat M32x0.5 - M39 x 0.5 tapjes niet bestaan..

Bovendien.. als je maar 2-2½ mm diep moet.. dan heb je de aansnijding er net inzitten.. da'worrem ook nie..
Als je in Alu of messing je schroefdraad moet maken, dan kun je je schroefdraadfreesje ook maken van zilverstaal, gewoon een schijfprofiel met een 60° vorm maken, harden, en dan met VHM de tandjes erin frezen, als je grotere gaten moet voorzien van schroefdraad, kun je ook een "slingerschijf" maken.. gewoon een schijfje met die 60° vorm draaien, harden, excentrisch op een baartje monteren, en dan een hap eruit slijpen zodat je een snijkant hebt..
