Ombouw Emco Compact 5 CNC
Geplaatst: 27 okt 2015 13:43
Ik heb een poosje terug via Marktplaats een Emco Compact 5 CNC weten te bemachtigen.
De machine was amper gebruikt en in zeer goede staat. Alleen zaten er vrijwel geen toebehoren bij.
Nadat de machine op z'n tijdelijke locatie was geplaatst en gereinigd is er eerst proefgedraaid. Na een kleine reparatie aan de stuurprint van de turret werkt alles nu naar behoren en zijn de eerste spaantjes gemaakt.
Helaas blijkt de originele besturing vrijwel onwerkbaar... programmeren werkt niet logisch, het is erg beperkt en vanuit CAD/CAM iets maken is volgens mij vrijwel onmogelijk. Bovendien is de seriele interface een crime ; onder Windows 7 werkt het totaal niet en onder Windows XP is het 'hit and miss'
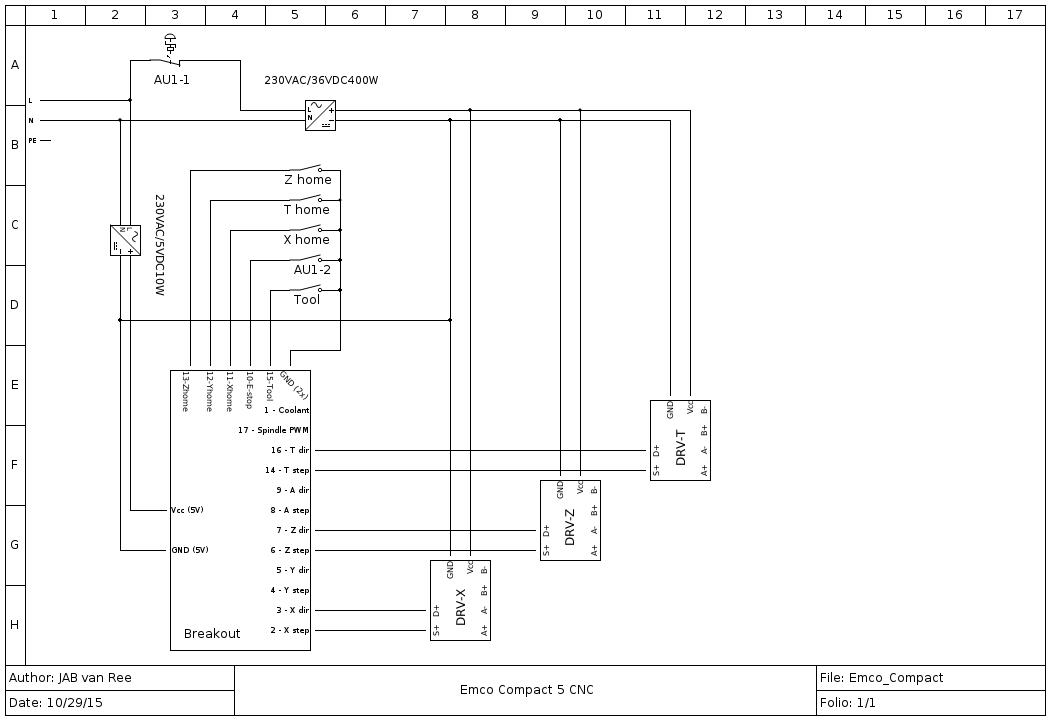
Daarom ben ik aan het plannen om de hele machine om te bouwen naar iets moderns en bruikbaars. Omdat ik op mijn router reeds LinuxCNC gebruik en dat qua kosten goed behapbaar is zal het voorlopig dus op basis van LinuxCNC zijn. In de nieuw te bouwen kast komt een simpel PC'tje, 15" ELO touchscreen en de benodigde electronica
Plan van aanpak is verder (met dank aan Arie Kabaalstra voor de uitgebreide posts over zijn Emco's, veel van geleerd !) :
1 NEMA17 0.5Nm stepper voor de turret, met een Leadshine DM422C driver
2 NEMA23 1.26Nm steppers voor X en Z as, met Leadshine DM556 drivers
home switches op X en Z as, mogelijk later ook op turret (voorlopig gewoon altijd opstarten en afsluiten met tool 1 voor is het plan)
36V 11A voeding
LPT breakout board
Enige grote vraagstuk is nog hoe ik straks de spindel ga aansturen... ik wil liever niets uit de oude besturingskast hergebruiken ; zo kan ik de ombouw buiten de machine testen en is de oude kast straks mogelijk als geheel te verkopen. Bovendien kan ik dan straks hopelijk CW/CCW draaien. Is er iemand die reeds ervaring heeft met alternatieven voor de Emco stuurprint? Liefst via PWM of analoog 0-10V aan te sturen ook voor spindel snelheid. Alternatief zou een nieuwe motor zijn, maar dat wordt meteen erg prijzig en veel breekwerk
In de tussentijd (veel komt uit China en wachten duurt lang) alvast wat tooling geregeld. ER11 spantanghouders ingekort zodat ze in de turret passen, met een vlakje tegen slippen. Dat boort een stuk makkelijker en zuiverder dan de losse kop!

Ik had reeds een complete set ER11 spantangen, dus dat scheelt weer. Daarnaast wat goedkope 10mm draaibeitels gekocht en op lengte gemaakt (maximale lengte van de beitel mag 70mm zijn vanwege ronddraaien turret)
De machine was amper gebruikt en in zeer goede staat. Alleen zaten er vrijwel geen toebehoren bij.
Nadat de machine op z'n tijdelijke locatie was geplaatst en gereinigd is er eerst proefgedraaid. Na een kleine reparatie aan de stuurprint van de turret werkt alles nu naar behoren en zijn de eerste spaantjes gemaakt.
Helaas blijkt de originele besturing vrijwel onwerkbaar... programmeren werkt niet logisch, het is erg beperkt en vanuit CAD/CAM iets maken is volgens mij vrijwel onmogelijk. Bovendien is de seriele interface een crime ; onder Windows 7 werkt het totaal niet en onder Windows XP is het 'hit and miss'
Daarom ben ik aan het plannen om de hele machine om te bouwen naar iets moderns en bruikbaars. Omdat ik op mijn router reeds LinuxCNC gebruik en dat qua kosten goed behapbaar is zal het voorlopig dus op basis van LinuxCNC zijn. In de nieuw te bouwen kast komt een simpel PC'tje, 15" ELO touchscreen en de benodigde electronica
Plan van aanpak is verder (met dank aan Arie Kabaalstra voor de uitgebreide posts over zijn Emco's, veel van geleerd !) :
1 NEMA17 0.5Nm stepper voor de turret, met een Leadshine DM422C driver
2 NEMA23 1.26Nm steppers voor X en Z as, met Leadshine DM556 drivers
home switches op X en Z as, mogelijk later ook op turret (voorlopig gewoon altijd opstarten en afsluiten met tool 1 voor is het plan)
36V 11A voeding
LPT breakout board
Enige grote vraagstuk is nog hoe ik straks de spindel ga aansturen... ik wil liever niets uit de oude besturingskast hergebruiken ; zo kan ik de ombouw buiten de machine testen en is de oude kast straks mogelijk als geheel te verkopen. Bovendien kan ik dan straks hopelijk CW/CCW draaien. Is er iemand die reeds ervaring heeft met alternatieven voor de Emco stuurprint? Liefst via PWM of analoog 0-10V aan te sturen ook voor spindel snelheid. Alternatief zou een nieuwe motor zijn, maar dat wordt meteen erg prijzig en veel breekwerk
In de tussentijd (veel komt uit China en wachten duurt lang) alvast wat tooling geregeld. ER11 spantanghouders ingekort zodat ze in de turret passen, met een vlakje tegen slippen. Dat boort een stuk makkelijker en zuiverder dan de losse kop!
Ik had reeds een complete set ER11 spantangen, dus dat scheelt weer. Daarnaast wat goedkope 10mm draaibeitels gekocht en op lengte gemaakt (maximale lengte van de beitel mag 70mm zijn vanwege ronddraaien turret)

{kind=link}