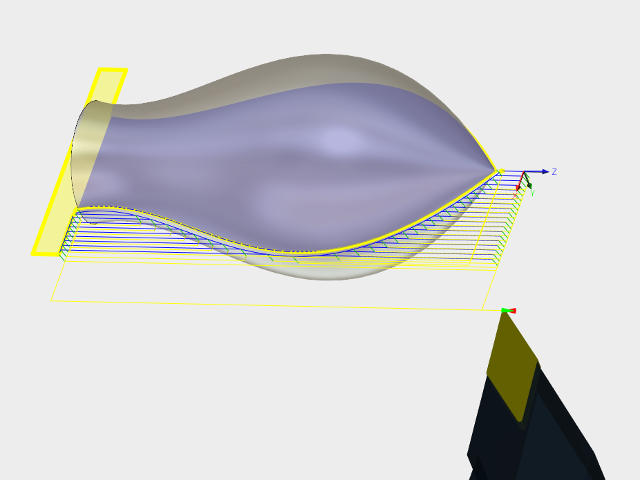
Goed, ik had het idee dat ik een draaibankje wilde. Hier gevraagd hoe slecht die Chinezen nou echt zijn om wat draaiervaring op te doen, en besloten om de bouw in gang te gaan zetten.
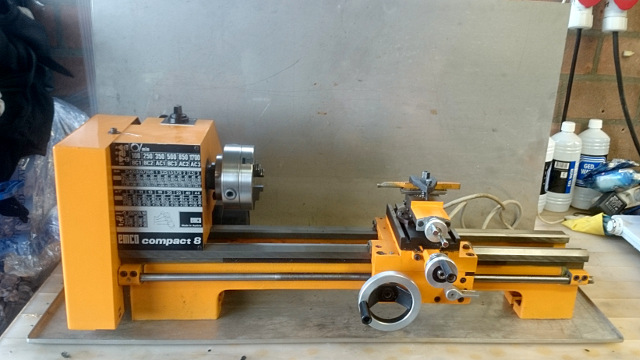
Toen liep ik tegen een Emco Compact 8 aan, vrijwel ongebruikt, compleet, voor een leuk prijsje.
Dat conventioneel draaien heb ik toch wel een week volgehouden, maar ik ben simpelweg teveel verwend met m'n CNC-frees. Gewoon F200 G1 X-10 kunnen zeggen en radiusjes en afschuiningkjes kunnen programmeren is zooooo praktisch... En omdat ik wel wat draaiwerk voor de boeg heb besloten toch maar vast een simpele CNC-ombouw te doen.
Dat ga ik initieel op de elcheapo manier doen. Ik cancel de zelfbouwdraaibank niet, want ik ken mezelf onderhand wel; over een jaar wil ik graag een maatje degelijker. Maar zo kan ik wel alvast eens bepalen wat ik wel en niet wil.
Dus, in de eerste instantie word het X en Z gemotoriseerd met stappenmotortjes (de servo's hou ik voor de zelfbouwer), originele aandrijfmotor, LinuxCNC, aansturing via de parallelle poort. Ik moet het noodgedwongen even lowbudget houden anders krijg ik serieus ruzie met de rondborstige financiele directie.
Fase 2 word een servootje of 3-fasenmotor+VFD als aandrijving van de hoofdas, en dan pas komt er ook een spindelencoder op. Tenzij ik veel eerder draad wil snijden.
Goed het begint met eens uit elkaar halen, inspecteren en schoonmaken. Bankje heeft lang stilgestaan.

Dat was toch nodig. Ik zag nog van die conserveringsdrek zitten, een zand+vet achtig goedje, enzovoorts. Verder een enkel kaal plekje op de geleidingen waar dan geen olie onder blijft. Naast schoonmaken heb ik maar met een schuurpapiertje wat kruislingse 'hoonkrassen' in de geleidingen getrokken. Gewoon 1x er overheen schuin de ene kant op, nog een keer haaks daarop, klaar. Baat het niet dan schaad het niet. Bij de BF20 had dat wel effect destijds kwa stickslip.
Is zo'n Emco nou echt zoveel beter dan een Chinees? Ik vraag het me af. Bekijk zoiets eens bijvoorbeeld:

D'r zit een hoop gele verf op de geleidingen. Het ligt er ook op, dus geen wonder dat je aan de andere kant een kaal plekje krijgt.
Wat verder opvalt is dat de spindel die de kruisslede bedient een normale linkse 8x1mm draad is, niks trapezium of iets anders spannends. De lagering doet Emco door de boel simpelweg tegen een zamac deel aan te laten lopen. Mjah, op een HBM machine zie ik dat soort dingen ook. Het is allemaal geen ramp, maar of de heiligverklaring van Europese machines tov Chinezen wel zo terecht is vraag ik me af...
Goed, dan het motoriseren van de assen. Voor de Z-as heb ik nog spullen nodig dus die kon nog niet. Voor de X-as had ik wel genoeg afval liggen:
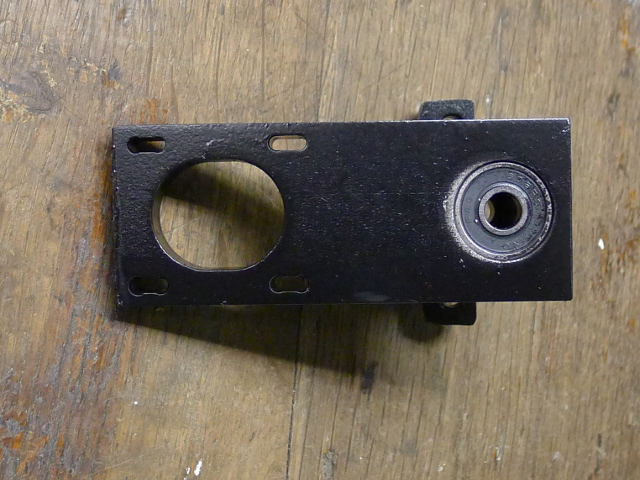
Een normaal druklager met kogeltjes of naalden kreeg ik niet pas. De diameter zou niet groter mogen worden dan 14mm, anders loopt het spaak tegen de onderkant van de slede, en die uitfrezen had ik geen trek in. Aangezien de krachten nergens over gaan besloten om zo'n olie-geimpregneerd sinterbronzen busje te gebruiken aan de slede-kant. De andere kant kon wel een gewoon 608 lagertje worden.
De motormontage is voornamelijk ´freestyle´gemaakt uit, euh, rommeltjes. Hij was toch te lastig om uit 1 stuk te frezen en als het niet in een keer gaat is ín het werk' maken zeker zo handig.
De bestaande handwielopname is afgekrast op een stukje afvalijzer, grof uitgezaagd, en op maat gevijld. Het tussenstukje dat noodgedwongen smal moet zijn omdat de spindelafdekking er overheen beweegt is een stukje oude tafelpoot van 25x25mm. De motormontage/plaat is een afvalstukje 10mm dikke stalen strip, en die is ook uit de losse pols gefreesd zonder tekenen/CAM. Ja, ik kan het nog
Dat geheel is voorzichtig aan elkaar gelast met een paar puntlasjes, waarna ik de lagerzittingen voor de bronzen bus en 608 lager nog eens nagefreesd heb om er zeker van te zijn dat ze parallel en in-lijn zijn. Hoefde niks gecorrigeerd te worden, dus je kunt blijkbaar prima de boel recht houden met lassen.
En daarna een sproets met de spuitbus zwart om het geheel een wat minder smoezelig uiterlijk te geven
Resultaat gemonteerd:

De aandrijving is een 25T en 36T T2,5 poelie met 200mm lang riempje, ook uit de rommelbak. Het motortje is een 0,5Nm NEMA17 motortje afkomstig van Diepchess (thanks!). Motortje hangt wat laag omdat het riempje niet korter was, maar het moet de truuk wel doen zo.
Ik kan het motortje nog niet elektrisch sturen, maar als ik met de hand draai en de klikjes van de stappenmotor in de gaten hou dan is de omkeerspeling minder dan 5u en het beweegt heel soepel. Dat is toch boven verwachting
Zo, nu maar eens een LinuxCNC-PCtje in elkaar draaien en haast maken met een kogelomloop oppikken voor de Z-as