
En hoe zit het met werkstukjes van iets grotere diameter?
Hakken de klauwen dan niet je meetlat aan stukjes voordat de bijtel er bij is?
Emco Compact 8 CNC-ombouw
Moderator: Moderators
-
spinningwheels

- Berichten: 2138
- Lid geworden op: 09 nov 2013 23:03
- Locatie: ergens in Diep Donker Drenthe
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
In theorie kan ik praktisch alles

Re: Emco Compact 8 CNC-ombouw
Dat zou ook kunnen inderdaad. Tussen mijn oren werkt het als 'kogeltjes nauwkeurig en goedkoop, LVDT robuust ding, interessant' en de bijzaken verdwijnen.hugo stoutjesdijk schreef:Dat stukje was jij misschien weer vergeten, maar het lijkt mij dat ik toen wel gezegd heb dat dat ook een methode was, daarmee bedoelend dat ik er wel eens een systeem mee gezien heb.
Mjah, goed, dat is ook maar implementatie. Met 1mm kogeltjes werkt het net zo goed, heb je alleen wat vaker de onnauwkeurigheid van een enkele kogel te pakken en die is relatief groter.Die kogels waren wel wat lomper, eerder 10mm of zo, buis erbij zit je op een pijp van 12mm uitwendig.
Tegenwoordig wel, maar deze lineaal is aardig uit de prehistorie. Ik had eigenlijk radiobuizen en germaniumdiodes verwacht in dat doosje. Maakt opzich niks uit natuurlijk; als het 20 jaar geleden een goed ding was dan is het dat nu nog steeds.Het feit dat ze het over ABS hebben, kan het niet zo zijn dat deze liniaal om de zoveel mm een absoluut gecodeert punt heeft ? Dat hebben veel systemen tegenwoordig, hoef je maar 50 mm te lopen om een referentie punt te hebben.
Zit ook niks intelligents in; het is puur analoge signaalverwerking. Nu kun je analoog ook nog best doorgeven waar in de slag van de lineaal je zit, maar ik zie er helemaal niks uitkomen, ook niet met een pullupje of pulldowntje..
Google is niet erg behulpzaam; wat dat ABS signaal zou behoren te doen is niet te vinden. 99% van de toepassingen gebruikt ook alleen A en B natuurlijk.
Da's iets wat ik nog even moet controleren (zeker met de 4-klauw; die is groter). Het geheel is in ieder geval lager dan de dwarsslede zelf, dus ik zou geluk kunnen hebben.En hoe zit het met werkstukjes van iets grotere diameter?
Hakken de klauwen dan niet je meetlat aan stukjes voordat de bijtel er bij is?
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
hugo stoutjesdijk

- Donateur
- Berichten: 12045
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
Ja, dat merk ik ook wel eens, als iets van voor het www tijdperk is, is er soms gewoon niets over te vinden.DaBit schreef:Google is niet erg behulpzaam; wat dat ABS signaal zou behoren te doen is niet te vinden. 99% van de toepassingen gebruikt ook alleen A en B natuurlijk.
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
Re: Emco Compact 8 CNC-ombouw
Ja, en buiten dat verzuip je in de resultaten over dat digimatic absolute gebeuren.
Met drieklauw gaat het nog wel, die lineaal. Zou ik de drager wel nog even onder de frees moeten mikken om 'm wat lager te krijgen, maar da's het drama niet.
Met vierklauw word het echter niks; die raakt 'm al zonder dat de bekken uitsteken.
Moet ik toch wat anders verzinnen.
Met drieklauw gaat het nog wel, die lineaal. Zou ik de drager wel nog even onder de frees moeten mikken om 'm wat lager te krijgen, maar da's het drama niet.
Met vierklauw word het echter niks; die raakt 'm al zonder dat de bekken uitsteken.
Moet ik toch wat anders verzinnen.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
spinningwheels
- Berichten: 2138
- Lid geworden op: 09 nov 2013 23:03
- Locatie: ergens in Diep Donker Drenthe
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
Er zijn toch ook van die magneet dingen die wel een hoge resolutie hebben=
Maar je zei, aan de onderkant monteren worden de beugels te lang. maar zo groot is zo,n emco nu toch ook weer niet, lang valt denk ik wel mee. en er hoeft ook geen olifant aan te hangen , het heeft bijna niets te houden
Maar je zei, aan de onderkant monteren worden de beugels te lang. maar zo groot is zo,n emco nu toch ook weer niet, lang valt denk ik wel mee. en er hoeft ook geen olifant aan te hangen , het heeft bijna niets te houden
In theorie kan ik praktisch alles
Re: Emco Compact 8 CNC-ombouw
Nee, klopt, statisch komt dat allemaal wel goed.
Dynamisch is waar ik bang voor ben; als ik een stukje zeskant rond draai dan trilt dat, en via lange armen trilt dan die lineaal vrolijk mee. + en - 10u heb je toch al gauw te pakken, en dat wil je niet als die lineaal in de regellus zit (en daar wil ik 'm), want dat zie je geheid terug in het oppervlak. Dan ben ik zonder beter af.
Ik denk dat ik 'm toch eens even 'afmonteer', dus draadjes aansluiten en een stukje plaatstaal om de leeskop met de slede te verbinden. Dan kan ik in ieder geval die lineaal gebruiken om een 'screw map' te maken; elke 0,5mm de exacte positie voor heen- en teruggaande beweging opnemen en aan LinuxCNC voeren. Macrootje daarvoor heb ik nog ergens liggen van de BF20 destijds; daar heb ik ooit hetzelfde truukje mee uitgehaald.
Dynamisch is waar ik bang voor ben; als ik een stukje zeskant rond draai dan trilt dat, en via lange armen trilt dan die lineaal vrolijk mee. + en - 10u heb je toch al gauw te pakken, en dat wil je niet als die lineaal in de regellus zit (en daar wil ik 'm), want dat zie je geheid terug in het oppervlak. Dan ben ik zonder beter af.
Ik denk dat ik 'm toch eens even 'afmonteer', dus draadjes aansluiten en een stukje plaatstaal om de leeskop met de slede te verbinden. Dan kan ik in ieder geval die lineaal gebruiken om een 'screw map' te maken; elke 0,5mm de exacte positie voor heen- en teruggaande beweging opnemen en aan LinuxCNC voeren. Macrootje daarvoor heb ik nog ergens liggen van de BF20 destijds; daar heb ik ooit hetzelfde truukje mee uitgehaald.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
spinningwheels
- Berichten: 2138
- Lid geworden op: 09 nov 2013 23:03
- Locatie: ergens in Diep Donker Drenthe
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
OK,
als je een stukje 6 of vierkant afdraait naar rond dat trilt dat klopt helemaal.
Maar zou het kunnen dat het trillen stopt als het rond is ?
Dat er wat afwijking in het meten is totdat het rond is dat is toch geen probleem .
als je een stukje 6 of vierkant afdraait naar rond dat trilt dat klopt helemaal.
Maar zou het kunnen dat het trillen stopt als het rond is ?
Dat er wat afwijking in het meten is totdat het rond is dat is toch geen probleem .
In theorie kan ik praktisch alles
Re: Emco Compact 8 CNC-ombouw
Mjah, daar heb je eigenlijk ook wel weer een punt te pakken. Op de frees komt het vrij nauw, maar daar zit je soms ook met 0,02mm/tand en dan is 0,01mm erbij opeens 50% extra belasting. Op de draaibank gaat het dan van 1,00mm afname naar 1,01mm en daar is dat NEMA17 motortje ook ontzettend veel slomer dan de dikke servo's op de frees.
Hmm...
Hmm...
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Emco Compact 8 CNC-ombouw
Nou, ik heb nog een een keer goed technisch gekeken naar die draaibank, maar die lineaal eronder hangen met een C-arm gaat het 'm niet worden. Niet omdat het technisch niet gaat, maar meer omdat die oplossing me niet zint.
Maar eens kijken of er op Ebay ofzo een magnetisch lintje te vinden is met 1-5u resolutie. Er komen nog wel eens ooit van die Renishap LM10 dingen voorbij. En kopieen ervan.
Nuja, dat wil niet zeggen dat deze lineaal nutteloos is he? Dat is het bij mij zelden. Ik heb dat ding 'gewoon' gemonteerd en aangesloten. Zoals op de laatste foto, met een alu plaat en afstandsbusjes tussen slede en leeskop. Want dan kan ik in ieder geval een screwmap maken.
Om die relatief nieuwe bronzen moer en spindel op elkaar in te laten lopen heb ik eerst de boel nog eens vers in vet (spindel) en olie (zwaluwstaart) gezet, de X-as 200 volle slagen laten maken, en de spelingen (zwaluwstaart, moer, axiaallagering spindel) afgesteld voor zover dat ging. Daarna nog eens 25 slagen, en de lineaal gebruiken om de afwijkingen van de slag te registreren:
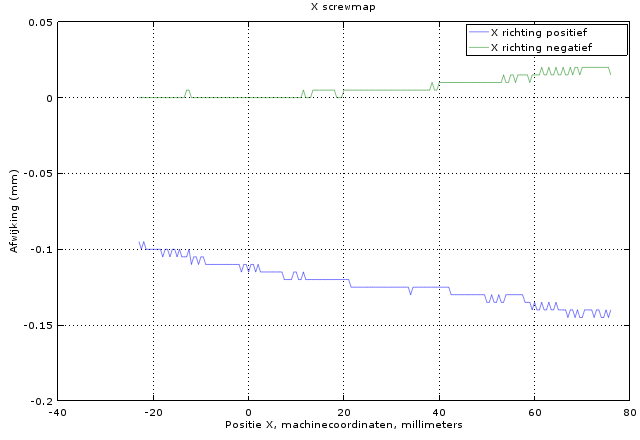
Ik ben dat calibratieproces begonnen in de richting van X positief naar X negatief, dus van buitenaf naar het hart toe, en dat zie je. Het duurt best een afstand (35mm) voordat er uberhaupt meetbare afwijking op de positie komt en die blijft ook binnen de perken. Uiteindelijk 0,02mm over 100mm afwijking tov de theoretische spoed van 1,50mm/omw. Mwoah, gaat; het is al niet exact 20 graden in mijn schuur.
De andere kant op, dus van hart draaibank naar buiten is minder. toch aardig wat verloren beweging.
Maar de grootste bronnen van die beweging zijn heel anders dan je zou denken:
- Merendeel komt van de T2,5 riem af. De tandflankspeling van dat ding is enorm, en de vervorming van de tandjes en rek op de riem ook. Dat is met het blote oog te zien als je erop let. Het T-systeem is echt absoluut ongeschikt voor dit doel als je het mij vraagt. Wist ik eigenlijk al, nou heb ik het bewezen.
- Deels komt het van de stappenmotor af. Al die relatief strak afgestelde glijlagers kosten wel wat energie, dus die zit een aardig eind richting z'n maximale koppel aan te werken. Bij maximaal koppel heb ik + en - 1 stap afwijking, dat alleen is al goed voor 0,01mm afwijking.
Lineairlagering en de moer zelf vallen eigenlijk wel mee. Als ik ga duwen en trekkenaan de dwarsslede dan krijg ik daar wel 0,015mm beweging in, maar niet meer.
Na installeren van de screwmap kloppen de nummertjes royaal binnen 0,01mm, zowel heen- als teruggaand.
Zolang die niet in de weg zit laat ik dat lineaaltje nog even zitten, eens kijken hoe stabiel het blijft. Op de BF20 was dat destijds 'niet'.
Leermomentje voor een eventueel ooit nog te bouwen draaibank: linealen vanaf het eerste moment erbij doen. Is toch zinvol, die dingen.
Maar eens kijken of er op Ebay ofzo een magnetisch lintje te vinden is met 1-5u resolutie. Er komen nog wel eens ooit van die Renishap LM10 dingen voorbij. En kopieen ervan.
Nuja, dat wil niet zeggen dat deze lineaal nutteloos is he? Dat is het bij mij zelden. Ik heb dat ding 'gewoon' gemonteerd en aangesloten. Zoals op de laatste foto, met een alu plaat en afstandsbusjes tussen slede en leeskop. Want dan kan ik in ieder geval een screwmap maken.
Om die relatief nieuwe bronzen moer en spindel op elkaar in te laten lopen heb ik eerst de boel nog eens vers in vet (spindel) en olie (zwaluwstaart) gezet, de X-as 200 volle slagen laten maken, en de spelingen (zwaluwstaart, moer, axiaallagering spindel) afgesteld voor zover dat ging. Daarna nog eens 25 slagen, en de lineaal gebruiken om de afwijkingen van de slag te registreren:
Ik ben dat calibratieproces begonnen in de richting van X positief naar X negatief, dus van buitenaf naar het hart toe, en dat zie je. Het duurt best een afstand (35mm) voordat er uberhaupt meetbare afwijking op de positie komt en die blijft ook binnen de perken. Uiteindelijk 0,02mm over 100mm afwijking tov de theoretische spoed van 1,50mm/omw. Mwoah, gaat; het is al niet exact 20 graden in mijn schuur.
De andere kant op, dus van hart draaibank naar buiten is minder. toch aardig wat verloren beweging.
Maar de grootste bronnen van die beweging zijn heel anders dan je zou denken:
- Merendeel komt van de T2,5 riem af. De tandflankspeling van dat ding is enorm, en de vervorming van de tandjes en rek op de riem ook. Dat is met het blote oog te zien als je erop let. Het T-systeem is echt absoluut ongeschikt voor dit doel als je het mij vraagt. Wist ik eigenlijk al, nou heb ik het bewezen.
- Deels komt het van de stappenmotor af. Al die relatief strak afgestelde glijlagers kosten wel wat energie, dus die zit een aardig eind richting z'n maximale koppel aan te werken. Bij maximaal koppel heb ik + en - 1 stap afwijking, dat alleen is al goed voor 0,01mm afwijking.
Lineairlagering en de moer zelf vallen eigenlijk wel mee. Als ik ga duwen en trekkenaan de dwarsslede dan krijg ik daar wel 0,015mm beweging in, maar niet meer.
Na installeren van de screwmap kloppen de nummertjes royaal binnen 0,01mm, zowel heen- als teruggaand.
Zolang die niet in de weg zit laat ik dat lineaaltje nog even zitten, eens kijken hoe stabiel het blijft. Op de BF20 was dat destijds 'niet'.
Leermomentje voor een eventueel ooit nog te bouwen draaibank: linealen vanaf het eerste moment erbij doen. Is toch zinvol, die dingen.
Laatst gewijzigd door DaBit op 19 mar 2017 20:36, 1 keer totaal gewijzigd.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Emco Compact 8 CNC-ombouw
Vanavond eindelijk eens alles bij elkaar voor dit:
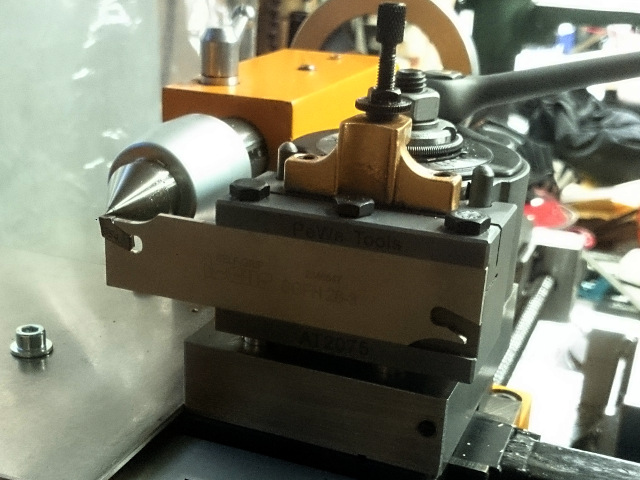
Iscar GFN-3 plaatjes heb ik van een forumlid overgenomen voor een zacht prijsje, het bijbehorende blad komt 2e hands van fleabay. De houder komt bij Pewetools vandaan; daar heb ik de volle mep voor betaald maar dat is-ie wel waard. Zit mooi in elkaar dat ding. Alles bij elkaar niet bepaald goedkoop, maar het werkt wel weer erg mooi. Alu kan ik gewoon op 200m/min snijsnelheid met 0,1..0,2mm/omw doen, bij staal red ik die 0,1mm niet want dan verliest de X-as motor stapjes. Het blijft een NEMA17 motortje.
Bij 0,05mm/omw piept-ie in het begin iets maar daarna gaat het prima.
Ik ben het toch niet helemaal eens met de mensen die zeggen dat dat wisselplaatspul niet werkt op die kleine bankjes geloof ik.
Verder nog iets gespeeld met stotter-draaien door de 'feed-hold' te manipuleren met een 'blokgolfgenerator'. Doet wel wat, maar met kunststof breekt de spaan alsnog niet of je moet wel erg lang feed-hold doen. Voor iets echt effectiefs moet je toch een stukje terugtrekken. Dat is iets lastiger om in 100% van de gevallen automagisch goed te krijgen.
Iscar GFN-3 plaatjes heb ik van een forumlid overgenomen voor een zacht prijsje, het bijbehorende blad komt 2e hands van fleabay. De houder komt bij Pewetools vandaan; daar heb ik de volle mep voor betaald maar dat is-ie wel waard. Zit mooi in elkaar dat ding. Alles bij elkaar niet bepaald goedkoop, maar het werkt wel weer erg mooi. Alu kan ik gewoon op 200m/min snijsnelheid met 0,1..0,2mm/omw doen, bij staal red ik die 0,1mm niet want dan verliest de X-as motor stapjes. Het blijft een NEMA17 motortje.
Bij 0,05mm/omw piept-ie in het begin iets maar daarna gaat het prima.
Ik ben het toch niet helemaal eens met de mensen die zeggen dat dat wisselplaatspul niet werkt op die kleine bankjes geloof ik.
Verder nog iets gespeeld met stotter-draaien door de 'feed-hold' te manipuleren met een 'blokgolfgenerator'. Doet wel wat, maar met kunststof breekt de spaan alsnog niet of je moet wel erg lang feed-hold doen. Voor iets echt effectiefs moet je toch een stukje terugtrekken. Dat is iets lastiger om in 100% van de gevallen automagisch goed te krijgen.
Laatst gewijzigd door DaBit op 19 mar 2017 20:37, 1 keer totaal gewijzigd.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
spinningwheels
- Berichten: 2138
- Lid geworden op: 09 nov 2013 23:03
- Locatie: ergens in Diep Donker Drenthe
- Contacteer:
Re: Emco Compact 8 CNC-ombouw
Doe dat blad in ieder geval zo kort mogelijk inspannen.
Als je maar 5 mm diep moet steken, dan laat je dat blad geen 3 cm uitsteken.
Als je maar 5 mm diep moet steken, dan laat je dat blad geen 3 cm uitsteken.
In theorie kan ik praktisch alles
Re: Emco Compact 8 CNC-ombouw
Snap ik. Deze is voor 60mm diametger ingespannen.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Emco Compact 8 CNC-ombouw
Ik werd gestoord van die #@##$$%^# lintspanen, vooral met kunststof. Toch maar eens wat werk gestopt in automatisch onderbreken van de snede, 'stotterdraaien'.
Zoals eerder vermeld werkt simpelweg regelmatig even de voeding onderbreken niet lekker. Als er wat vering in de beitel of staaf materiaal zit dan verdunt de lintspaan wel, maar breken doet-ie niet altijd. Daarvoor moet je toch zo af en toe even terugtrekken.
Dat maar gelijk enigzins geavanceerd (nouja, iets minder dom) geimplementeerd: als de voeding/omw groter dan 0,1mm is (en dat word continu uitgerekend; hangt niet af van de mode waarin de draaibank staat) en de beweging een voedings-beweging is (G1/G2/G3), dan word de beitel elke X mm eerst stilgezet, dan 105% van de huidige voeding/omw teruggetrokken in de richting waar die vandaan kwam (werkt dus voor alle bewegingen in het XZ vlak), weer terug, en de boel loopt verder. Uiteraard word er ook rekening gehouden met het einde van de voedingsbeweging; dat terugtrekken word zodanig getimed dat dat niet pal aan het begin of eind gebeurt.
Voor het testen een lang stuk nylonstaf ingespannen en de voeding en snedediepte lekker laag gezet. Lage voeding en lekker verend stuk staf, dat doet de truuk wel met lintspanen. Klein stukje normaal gedraaid zonder stotterfunctie, en ja hoor, compleet vogelnest los kunnen knippen van de staf. Met stotterfunctie: geen vogelnest meer. Arme beestjes, moeten ze weer in de boom zelf hun nestjes bouwen.
Helemaal bomvrij is het nog niet:
- Als die draaibank een boogje (G2/G3) doet dan zou lineair wegtrekken wel eens een stuk materiaal kunnen raken wat eigenlijk niet de bedoeling was. Of dat een probleem gaat zijn: denk het niet. Circelboogje moet dan toch al vrij lang zijn en de 'hap' die er extra uit genomen word moet zodanig zijn dat het met nadraaien niet rechtgetrokken word.
- Ik heb het vermoeden dat-ie ook gaat proberen te stotteren in spindel-gesynchroniseerde bewegingen; moet ik nog eens proberen. Dat mag niet, maar ik moet even onderzoeken hoe ik kan discrimineren tussen G1 en G33/G76. Aan de andere kant: dat zet je het ook niet aan.
- 'feed hold' mode moet aanstaan. Dat doe je met M53 P1. Nu kan ik in de INI file wel mijn startup-codes kwijt (momenteel: [RS274NGC]RS274NGC_STARTUP_CODE = G18 G64P0.01 G90 G92.1 G7), maar zo gauw je daar M-codes in propt gaat de boel op z'n gat....
Maar bruikbaar is het al wel.
Zoals eerder vermeld werkt simpelweg regelmatig even de voeding onderbreken niet lekker. Als er wat vering in de beitel of staaf materiaal zit dan verdunt de lintspaan wel, maar breken doet-ie niet altijd. Daarvoor moet je toch zo af en toe even terugtrekken.
Dat maar gelijk enigzins geavanceerd (nouja, iets minder dom) geimplementeerd: als de voeding/omw groter dan 0,1mm is (en dat word continu uitgerekend; hangt niet af van de mode waarin de draaibank staat) en de beweging een voedings-beweging is (G1/G2/G3), dan word de beitel elke X mm eerst stilgezet, dan 105% van de huidige voeding/omw teruggetrokken in de richting waar die vandaan kwam (werkt dus voor alle bewegingen in het XZ vlak), weer terug, en de boel loopt verder. Uiteraard word er ook rekening gehouden met het einde van de voedingsbeweging; dat terugtrekken word zodanig getimed dat dat niet pal aan het begin of eind gebeurt.
Voor het testen een lang stuk nylonstaf ingespannen en de voeding en snedediepte lekker laag gezet. Lage voeding en lekker verend stuk staf, dat doet de truuk wel met lintspanen. Klein stukje normaal gedraaid zonder stotterfunctie, en ja hoor, compleet vogelnest los kunnen knippen van de staf. Met stotterfunctie: geen vogelnest meer. Arme beestjes, moeten ze weer in de boom zelf hun nestjes bouwen.
Helemaal bomvrij is het nog niet:
- Als die draaibank een boogje (G2/G3) doet dan zou lineair wegtrekken wel eens een stuk materiaal kunnen raken wat eigenlijk niet de bedoeling was. Of dat een probleem gaat zijn: denk het niet. Circelboogje moet dan toch al vrij lang zijn en de 'hap' die er extra uit genomen word moet zodanig zijn dat het met nadraaien niet rechtgetrokken word.
- Ik heb het vermoeden dat-ie ook gaat proberen te stotteren in spindel-gesynchroniseerde bewegingen; moet ik nog eens proberen. Dat mag niet, maar ik moet even onderzoeken hoe ik kan discrimineren tussen G1 en G33/G76. Aan de andere kant: dat zet je het ook niet aan.
- 'feed hold' mode moet aanstaan. Dat doe je met M53 P1. Nu kan ik in de INI file wel mijn startup-codes kwijt (momenteel: [RS274NGC]RS274NGC_STARTUP_CODE = G18 G64P0.01 G90 G92.1 G7), maar zo gauw je daar M-codes in propt gaat de boel op z'n gat....
Maar bruikbaar is het al wel.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Emco Compact 8 CNC-ombouw
Kijk anders eens bij HAAS die introduceert SSV. (youtube)
Een gecontroleerde toerental variatie
Cees
Een gecontroleerde toerental variatie
Cees
