
Ja.. dat je in MDI niet op "enter" kan heien voordat ie klaar is met de huidige regel.. da's inderdaad waar.. en nee.. dat vind ik niet handig..
Eigenlijk gebruik ik dat ook niet veel, maar 't is vervelend dat het niet gaat..
Hoe het bij Heidenhain zit.. weet ik eigenlijk niet meer.. bij Fadal kun je 't in elk geval wel doen.. regeltje tikken .. start heien.. volgende regel tikken.. of ie nou klaar is of niet.. eigenlijk is wat mij betreft, een buffer van max 2 regels wel voldoende.. als je de code zo makkelijk intikt dat je sneller kan programmeren dat de machine je niet bij kan houden met uitvoeren.. schrijf dan gewoon even een programmaatje..
Wat mij betreft, maar da's meer een dingetje voor EdingCNC.. zou je 't MDI venster ook op moeten kunnen slaan als NC bestand, en het ook moeten kunnen wissen.. dat je met een lege MDI begint.. paar regeltjes code klopt, en onderwijl kijkt of het goed gaat.. en dan opslaan.. dan kun je de em laden, en automatisch aflopen..
Bij Heidenhain was het in elk geval zo dat ie alleen maar Single Block liep in MDI
EMCO 5 CNC moderniseren
Moderator: Moderators
-
Arie Kabaalstra

- Donateur
- Berichten: 13527
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
-
andrefc101

- Donateur
- Berichten: 3733
- Lid geworden op: 26 dec 2007 08:39
- Locatie: Bergen op Zoom
- Contacteer:
Re: EMCO 5 CNC moderniseren
Bij mijn FanucChinees kan ik in mdi een heel epistel aan regels intypen en dan op de groene drukken... werkt uit de kunst.Arie Kabaalstra schreef: ↑30 mar 2021 22:09 Bij Heidenhain was het in elk geval zo dat ie alleen maar Single Block liep in MDI
Re: EMCO 5 CNC moderniseren
Dat kan maar niet in de MDI zie mijn vorige post.Arie Kabaalstra schreef: ↑30 mar 2021 22:09 Wat mij betreft, maar da's meer een dingetje voor EdingCNC.. zou je 't MDI venster ook op moeten kunnen slaan als NC bestand, en het ook moeten kunnen wissen.. dat je met een lege MDI begint.. paar regeltjes code klopt, en onderwijl kijkt of het goed gaat.. en dan opslaan.. dan kun je de em laden, en automatisch aflopen..
MDI blijft Manual Data Input niet Manual Programming Input, maar het kan dus wel hetzij via de andere interface.
Re: EMCO 5 CNC moderniseren
Goed om te lezen dat het dus niet helemaal aan mij ligt en dat er nog meer zijn die het logischer zouden vinden om een paar regels in te kunnen kloppen. 
Ik heb er gewoon een hekel aan als het gereedschap onnodig naast het werkstuk staat te draaien. Je zal altijd zien dat de frees nog net even een spaantje te pakken krijgt die die nog even in de wand van je vers gefreesde spiebaantje probeert te prakken. Alvast even een G0Z5 klaar zetten scheelt dan gewoon ergernis, en je hoeft er niet bij te blijven kijken. Natuurlijk kan je een macro of .cnc bestandje schrijven maar voor 2 regels vind ik dat dan ook weer overkill.
Ik heb er gewoon een hekel aan als het gereedschap onnodig naast het werkstuk staat te draaien. Je zal altijd zien dat de frees nog net even een spaantje te pakken krijgt die die nog even in de wand van je vers gefreesde spiebaantje probeert te prakken. Alvast even een G0Z5 klaar zetten scheelt dan gewoon ergernis, en je hoeft er niet bij te blijven kijken. Natuurlijk kan je een macro of .cnc bestandje schrijven maar voor 2 regels vind ik dat dan ook weer overkill.
-
hugo stoutjesdijk

- Donateur
- Berichten: 12053
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: EMCO 5 CNC moderniseren
Hoewel ik in MDI ook gewoon een heel verhaal kan schrijven en dat ook heel regelmatig gebruik, gebruik ik ook vaak 1 specifiek programma voor dat soort rommel werk.
Daar staan soms al vaak een paar regeltjes in die handig zijn, of ik wis alles en zet er een paar nieuwe in.
En dat is bij mij standaard %5, dan hoef ik ook niet na te denken of dat iets is wat ik nog even moet bewaren.
Soms ontpopt zich toch een bewaar programma, dan rename ik het naar een nuttig nummer.
Bij Heidenhain is MDI ook gewoon een programma wat in het geheugen staat, hoewel ik verre van Heidenhain fan ben, vind ik dat wel een mooie optie.
Dat is die MDI eigenlijk een default programma wat je vanuit handbediening kunt openen en af laten lopen, en soms is dat handig.
Volgens mij gaat deze ombouw naar een LinuxCNC omgeving, daar is MDI dacht ik geen enkel probleem, inclusief cursor naar boven en de regel nog eens als ik me goed herinner.
Daar staan soms al vaak een paar regeltjes in die handig zijn, of ik wis alles en zet er een paar nieuwe in.
En dat is bij mij standaard %5, dan hoef ik ook niet na te denken of dat iets is wat ik nog even moet bewaren.
Soms ontpopt zich toch een bewaar programma, dan rename ik het naar een nuttig nummer.
Bij Heidenhain is MDI ook gewoon een programma wat in het geheugen staat, hoewel ik verre van Heidenhain fan ben, vind ik dat wel een mooie optie.
Dat is die MDI eigenlijk een default programma wat je vanuit handbediening kunt openen en af laten lopen, en soms is dat handig.
Volgens mij gaat deze ombouw naar een LinuxCNC omgeving, daar is MDI dacht ik geen enkel probleem, inclusief cursor naar boven en de regel nog eens als ik me goed herinner.
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
-
andrefc101
- Donateur
- Berichten: 3733
- Lid geworden op: 26 dec 2007 08:39
- Locatie: Bergen op Zoom
- Contacteer:
Re: EMCO 5 CNC moderniseren
Toch werkt dat prima hoor!hugo stoutjesdijk schreef: ↑31 mar 2021 09:34 Hoewel ik in MDI ook gewoon een heel verhaal kan schrijven en dat ook heel regelmatig gebruik, gebruik ik ook vaak 1 specifiek programma voor dat soort rommel werk.
Daar staan soms al vaak een paar regeltjes in die handig zijn, of ik wis alles en zet er een paar nieuwe in.

Re: EMCO 5 CNC moderniseren
Bij mij werkt er nog niks CNC, dus van MDI beperkingen heb ik helemaal last geen 
Ik heb wel een ander vraagje naar aanleiding van een opmerking van Arie een pagina terug:
Ik heb wel een ander vraagje naar aanleiding van een opmerking van Arie een pagina terug:
Wat is nu precies die "Teach-in" functionaliteit waar ik wel vaker over lees?Arie Kabaalstra schreef: ↑30 mar 2021 18:00 maar.. de meesten hebben geen Teach-in functionaliteit.. terwijl er genoeg mensen zijn die dat wel kunnen schrijven..
-
Arie Kabaalstra
- Donateur
- Berichten: 13527
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: EMCO 5 CNC moderniseren
Teach-in of "Conversational programming wil zeggen dat je een bewerking kan programmeren middels een dialoogje.Kars-cnc schreef: ↑31 mar 2021 13:50 Bij mij werkt er nog niks CNC, dus van MDI beperkingen heb ik helemaal last geen
Ik heb wel een ander vraagje naar aanleiding van een opmerking van Arie een pagina terug:Wat is nu precies die "Teach-in" functionaliteit waar ik wel vaker over lees?Arie Kabaalstra schreef: ↑30 mar 2021 18:00 maar.. de meesten hebben geen Teach-in functionaliteit.. terwijl er genoeg mensen zijn die dat wel kunnen schrijven..
In het verleden heb ik de nodige vlieguren gemaakt op een Draaibank met een Fagor 8055 besturing.
op die besturing zaten Functietoetsen voor Vlakdraaien, langsdraaien, radius, schuine kanten, boren, steken en schroefdraad snijden.
Dat was een heel fijne besturing om mee te werken.. wanneer je programmeert denk je nog altijd als een conventionele draaier..
'k heb een collega opgeleid die iets van 30 jaar ervaring had met conventioneel draaien, hij was in eerste instantie nogal uit het lood geslagen toen ie hoorde dat zijn vertrouwde conventionele Pinacho vervangen zou worden voor een CNC machine.. 'k heb em toen bij me geroepen, en em laten zien hoe het werkte.. en zijn eerste reactie was "Dat had ik 30 jaar geleden al moeten hebben!!"
met de standaard cycli kun je 95%-99% van de werkstukken zo maken.. vanaf een schetsje.
Toen ik in 2014 mijn eerste EMCO Compact 5 CNC kocht, heb ik dus gewoon dat systeem nagemaakt.. Ik heb in het User menu knoppen voor die standaard bewerkingen.. dus als ik "effe snel" een busje moet draaien, dan knoop ik een stukkie materiaal in de machine, zet mijn gereedschap tegen de voorkant, Offset Z=0.5 -1.. hangt af van hoe het oppervlak is.. dan jog ik de machine naar een positie waarbij er geen botsingsgevaar is voor de Toolchanger, F11, F2.. Vlakdraaien..
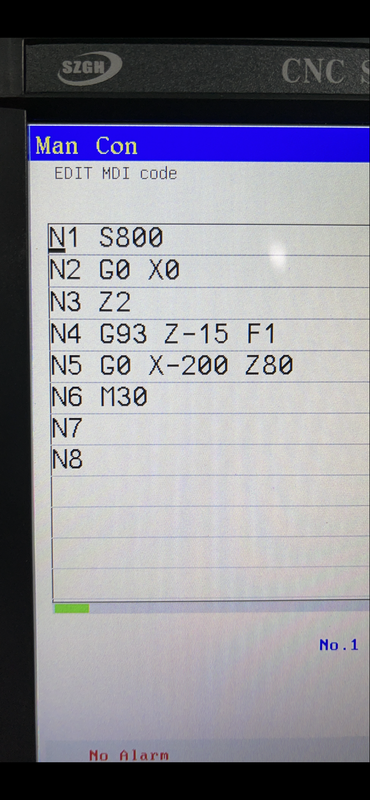
Dan krijg ik een dialoog:

ik klop de waarden in.. hier een stukje ø40 waar ik van Z1 naar Z0 vlakdraai met 0.25 mm per snede @200mm/min voordraaien en 0.1mm per snede @50mm/min Nadraaien, om de laatste 0.2 mm eraf te poetsen.
Mijn Macro schrijft dan het programma voor me.. en omdat dat programma het programma is dat EdingCNC laadt als ie opstart, wordt het Herschreven, en daardoor herladen zodra ik em herschrijf.. en zodoende krijg ik een preview op mijn scherm.
Code: Selecteer alles
;file created at: 20210331-150942
m100
;cycle facing
#1001=40 (x1)
#1003=1 (z1)
#1011=-1 (x2)
#1013=0 (z2)
#4001=200 (r-feed)
#4002=0.25 (r-doc)
#4060=2 (r-tool)
#4011=50 (f-feed)
#4012=0.1 (f-doc)
#4061=4 (f-tool)
#4050=0.2 (f-stock)
#4000=0.25 (safety dist.)
#1100=1 (cycle index)
;/cycle
m99
m2
de Comments ;Cycle en ;/Cycle zijn er voor Notepad++ zodat ik de cycli in kan vouwen.
als de voorkant dan gevlakt is, dan kies ik F3.. langsdraaien.. en kan ik de buitenkant op maat maken.. moet er een gat in?.. boorcyclus erachteraan,
uitdraaien?.. Langsdraaicyclus proggen, en dan de start diameter kleiner programmeren dan de einddiameter..
Zo kan je bewerking voor bewerking snel een onderdeel programmeren.. 't zou nog mooier zijn als je die dialogen ook kan programmeren als de machine draait.. maar dat gaat momenteel niet.. aan de andere kant.. Nu krijg je een preview, dus kun je meteen zien of het klopt..
Daarnaast heb ik nog een foefje.. ook afgekeken van die Fagor besturing.. ik kan meerdere cycli onder elkaar zetten, en zo een heel onderdeel programmeren.. daarvoor kies ik de optie "Save in partprogram" dan wordt na de bewerking de dialoog nog een keer getoond, en kun je eventueel nog wat aanpassen.. klik je dan op Ok.. dan slaat ie em op in "Partprogram.nc", als ik meerdere identieke onderdelen moet maken.. dan sla ik bij de eerste alle bewerkingen op, en na de eerste... nieuw stukkie materiaal erin.. partprogram.nc laden.. grote groene knop.. koffie!..
ik heb de afgelopen 7 jaar met mijn EMCOtje 5 slechts 1 keer een programma met CAM moeten maken.. omdat dat vanwege de vele radii wat te complex was om aan de machine in te kloppen.. de Fagor had daar wel een contour-modus voor, waarbij je ingeeft wat je weet.. de rest rekent hij wel uit.. als ik erachter kom hoe dat werkt.. is dat het eerste wat ik ga schrijven voor mijn machines..
Re: EMCO 5 CNC moderniseren
Arie, bedankt voor je uitgebreide uitleg. Dat maakt het behoorlijk duidelijk. Op m'n CNC frees moet ik straks ook maar eens experimenteren met dit soort dialogen. Lijkt me erg handig voor standaard bewerkingen, zoals even vlakfrezen van een stukje materiaal, waarvoor een CAD file maken niet loont. Ik begrijp dat EdingCNC zich goed leent om macro's met een dialoog vensters te programmeren?
Voor een draaibank lijkt het erg op wat b.v. het Rocketronics ELS kastje ook doet.
Voor een draaibank lijkt het erg op wat b.v. het Rocketronics ELS kastje ook doet.
Re: EMCO 5 CNC moderniseren
Is het dan niet net zo makkelijk een dxf te gebruiken en Eding het werk te laten doen?Arie Kabaalstra schreef: ↑31 mar 2021 15:29 ik heb de afgelopen 7 jaar met mijn EMCOtje 5 slechts 1 keer een programma met CAM moeten maken.. omdat dat vanwege de vele radii wat te complex was om aan de machine in te kloppen.. de Fagor had daar wel een contour-modus voor, waarbij je ingeeft wat je weet.. de rest rekent hij wel uit.. als ik erachter kom hoe dat werkt.. is dat het eerste wat ik ga schrijven voor mijn machines..
-
Arie Kabaalstra
- Donateur
- Berichten: 13527
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: EMCO 5 CNC moderniseren
Geen idee.. dan moet ik alsnog eerst een DXF maken.. ik kan nu, gewoon vanaf een kladblaadje een onderdeel programmeren.. onlangs een wijzernaafje, samen met de klant in de werkplaats op een kladje ontworpen, hij had de wijzers, en de maten van de asjes van het uuwerk, kladje gemaakt.. ingeduimt.. gas erop..
Zo vaak als ik het niet meegemaakt heb dat mijn chef bij me kwam met "hee.. ken jij dit effe makuh?".. kladje, met de hoogstnodige maten.. Ok.. heb je een kwartiertje?..
'k weet eigenlijk niet eens of je draaiprogramma's kan maken vanuit EdingCNC.. nooit naar gekeken eigenlijk..
Als dat werkt.. dan zou het net zoiets als Style kunnen worden.. maar ik meen dat Bert Eding de ontwikkeling aan die functionaliteit op een heel laag pitje heeft staan..
Even gekeken.. nee.. dat kan niet voor draaiwerk.
in Cambam kan het wel.. maar dat staat ook nog in de kinderschoenen.. en.. zoals gezegd.. dat heb ik tot nog toe nog maar 1 keer gebruikt.. in 7 jaar tijd.. voor 3 Horlogedeksels..
Dit is helemaal met macrootjes geprogrammeerd.. Ohja.. dat aanslagje.. daar heb ik ook een macrootje voor... wel zo handig.. zeker als je 20 van die krengen moet draaien.. zo gebeurd.. maar dat gepiel iedere keer met het nulpunt instellen.. daar had Arie dus mooi geen zin an..
Dit vroeg wel om een "bewerkingsplannetje" .. dus even het koppie erbij.. eerst alles voordraaien.. dus lengte +0.1, diameter+0.1, en dan de kopse vlakken ook nabewerken.. Maargoed.. dat deed ik in de gereedschapmakerij niet anders.. daar waren de toleranties ook rond de ±0.01
Zo vaak als ik het niet meegemaakt heb dat mijn chef bij me kwam met "hee.. ken jij dit effe makuh?".. kladje, met de hoogstnodige maten.. Ok.. heb je een kwartiertje?..
'k weet eigenlijk niet eens of je draaiprogramma's kan maken vanuit EdingCNC.. nooit naar gekeken eigenlijk..
Als dat werkt.. dan zou het net zoiets als Style kunnen worden.. maar ik meen dat Bert Eding de ontwikkeling aan die functionaliteit op een heel laag pitje heeft staan..
Even gekeken.. nee.. dat kan niet voor draaiwerk.
in Cambam kan het wel.. maar dat staat ook nog in de kinderschoenen.. en.. zoals gezegd.. dat heb ik tot nog toe nog maar 1 keer gebruikt.. in 7 jaar tijd.. voor 3 Horlogedeksels..
Dit is helemaal met macrootjes geprogrammeerd.. Ohja.. dat aanslagje.. daar heb ik ook een macrootje voor... wel zo handig.. zeker als je 20 van die krengen moet draaien.. zo gebeurd.. maar dat gepiel iedere keer met het nulpunt instellen.. daar had Arie dus mooi geen zin an..
Dit vroeg wel om een "bewerkingsplannetje" .. dus even het koppie erbij.. eerst alles voordraaien.. dus lengte +0.1, diameter+0.1, en dan de kopse vlakken ook nabewerken.. Maargoed.. dat deed ik in de gereedschapmakerij niet anders.. daar waren de toleranties ook rond de ±0.01

Re: EMCO 5 CNC moderniseren
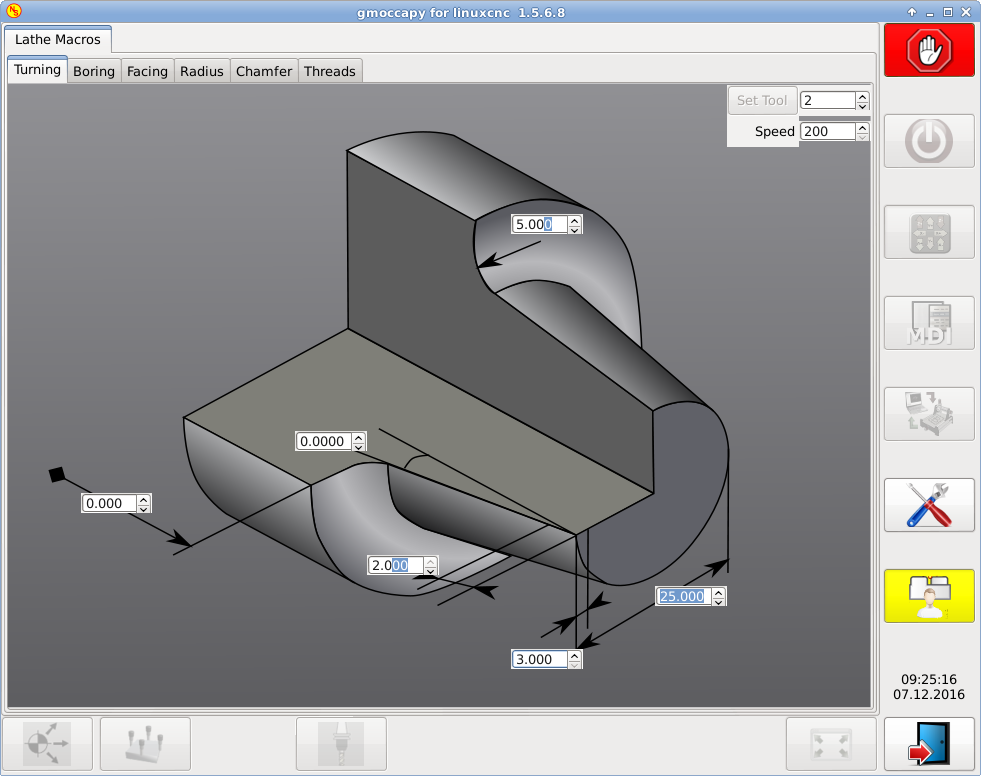
Allen: bedankt voor deze discussie over het 'induimen' van programma's. Gisteravond even geknutseld en alle Lathe Macro's in LinuxCNC gelepeld. In Axis ziet dit als volgt er uit:
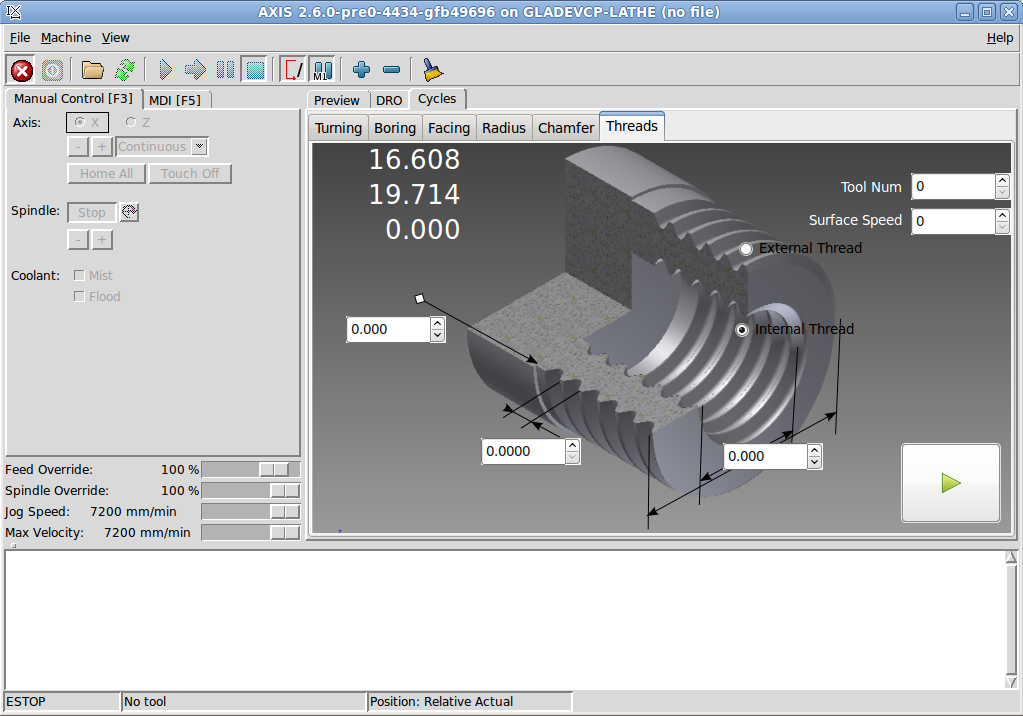
Dit is ook (gelukkig) werkend te krijgen in gmoccapy, de GUI die ik gebruik.
Stappen om het werkend te krijgen onder LinuxCNC 2.8:
Dit is ook (gelukkig) werkend te krijgen in gmoccapy, de GUI die ik gebruik.
Stappen om het werkend te krijgen onder LinuxCNC 2.8:
- Download de bestanden: plaatjes uit deze zip en de macro's, script en ui uit deze zip. De laatste zip bevat een nieuwere versies van de macro's die geschikt zijn gemaakt voor een touchscreen.
- De bestanden (*.py, *.ui en *.png) gaan in de configuratie folder van de machine;
- De macro's (*.ngc) gaan in de folder zoals gedefinieerd in PROGRAM_PREFIX in het INI-bestand. Deze folder is standaard ~/linuxcnc/nc_files;
- Installeer en update de benodigde packages:
Code: Selecteer alles
sudo apt-get install python-pip sudo apt-get install python-requests sudo pip install -U six - In de [DISPLAY] sectie van het INI-bestand de onderstaande code toevoegen:
Code: Selecteer alles
[DISPLAY] ... EMBED_TAB_NAME=Cycles EMBED_TAB_LOCATION=ntb_user_tabs EMBED_TAB_COMMAND=halcmd loadusr -Wn gladevcp gladevcp -c gladevcp -u lathehandler.py -x {XID} lathemacro.ui
Assumptions are the mother of all $%^& ups.
Twee keer meten is zeker weten, als je weet wat je meet...
Twee keer meten is zeker weten, als je weet wat je meet...
-
Arie Kabaalstra
- Donateur
- Berichten: 13527
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: EMCO 5 CNC moderniseren
Da's waar.. maar als ik één suggestie mag doen.. Bijna elk draaiwerkstuk begin je met.. Vlakdraaien.. dus zet Facing in het eerste Tabblad, dan Turning,Smaken kunnen verschillen qua locaties van de invoervelden en plaatjes, maar als basis is het een goed begin.
Dingen zoals schuine kantjes en radii, die komen pas daarna.. zo kun je 't rijtje af werken..
Re: EMCO 5 CNC moderniseren
Nah, qua tabs ben ik nog niet helemaal tevreden hoe dat verloopt, dus dat ga ik zeker nog aanpassen.Arie Kabaalstra schreef: ↑01 apr 2021 12:04 Da's waar.. maar als ik één suggestie mag doen.. Bijna elk draaiwerkstuk begin je met.. Vlakdraaien.. dus zet Facing in het eerste Tabblad, dan Turning,
Dingen zoals schuine kantjes en radii, die komen pas daarna.. zo kun je 't rijtje af werken..
Assumptions are the mother of all $%^& ups.
Twee keer meten is zeker weten, als je weet wat je meet...
Twee keer meten is zeker weten, als je weet wat je meet...
