
Enige tijd terug hebben wij een Kitamura MyCenter 1 aangeschaft met Fanuc 6M(b) besturing. De afgelopen paar weken zijn wij bezig geweest achterstallig onderhoud in te halen en uit te vinden hoe wij deze machine moeten besturen. Cnc kennis en ervaring in miniem aanwezig door mijn HTS studie waarbij ik gewerkt heb met een bridgeport en heideheim besturing. Tot dus ver hebben wij deze machine draaiende: Machine nullen, manuele besturing, programma`s overzenden, programma`s starten, enz..
Het enige wat tot nu niet is gelukt is om de freeshoogte in te stellen, oftewel het bovenvlak te nullen ten opzichte van het programma.
Hier http://www.cnczone.com/forums/showthrea ... post122535 heb ik “stappenplan” gevonden, echter ik doe hier iets fout maar ik zie niet goed wat. Dit doe ik:
http://www.uploadarchief.net/files/download/%231.jpg
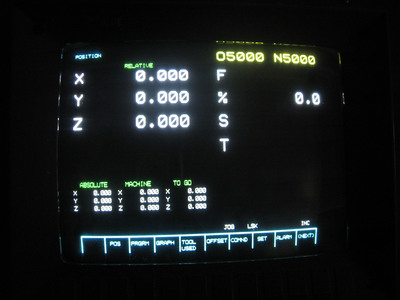
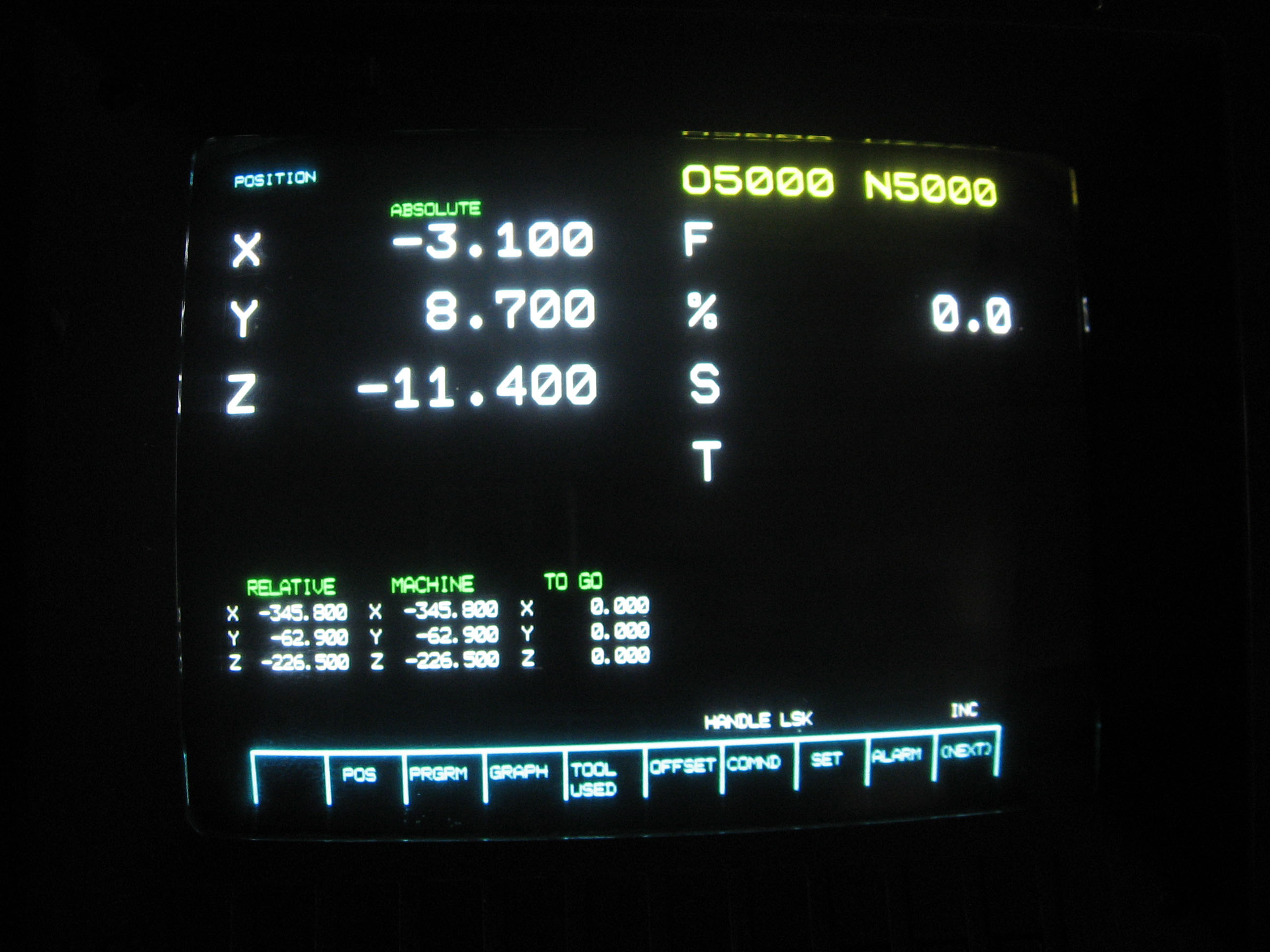
Machine nullen
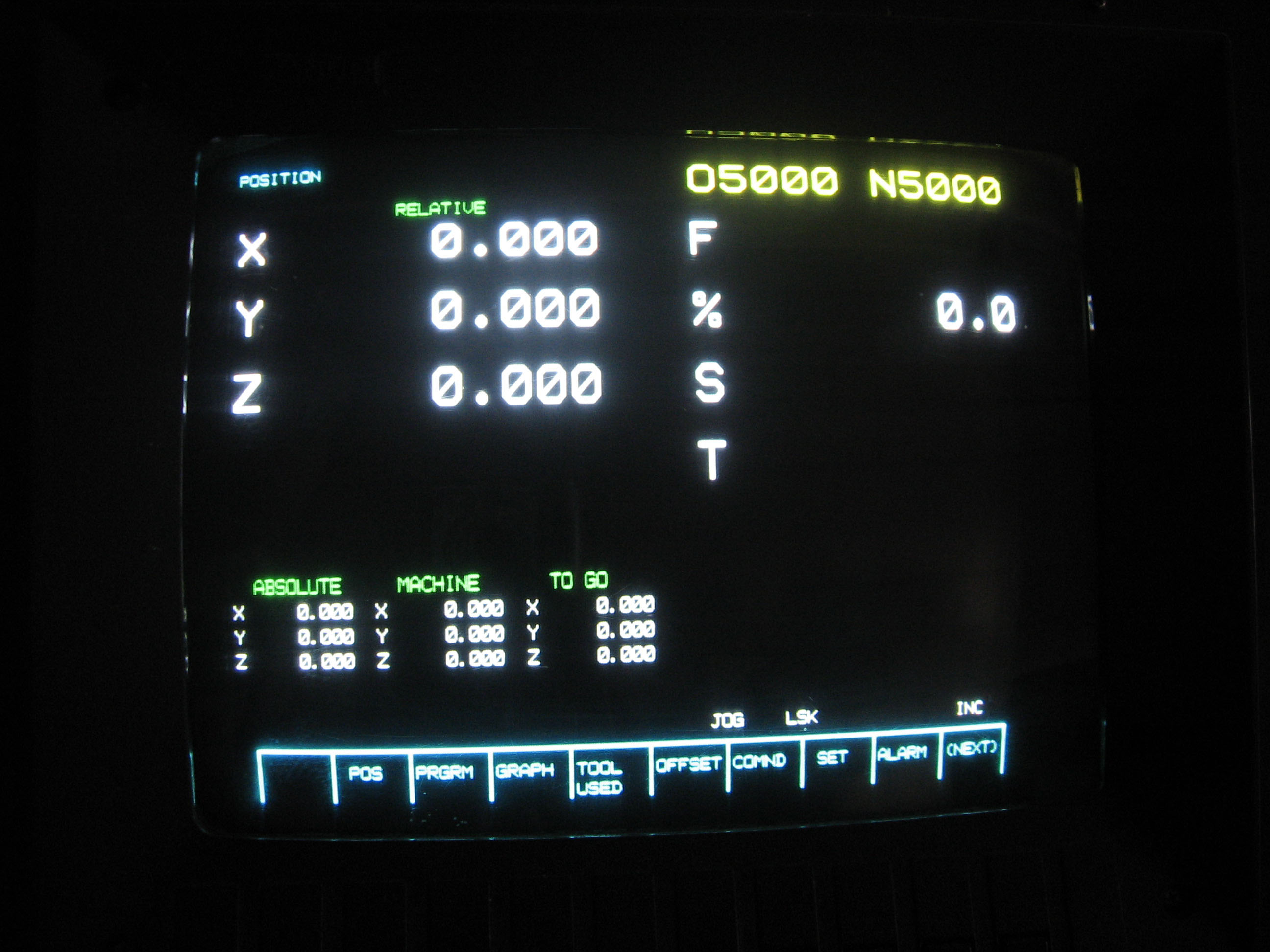
http://www.uploadarchief.net/files/download/%232.jpg
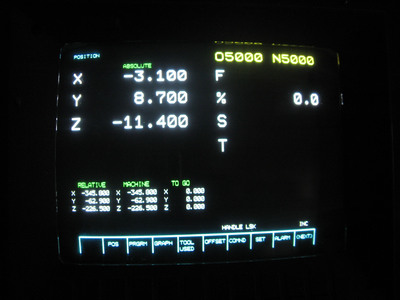
Met de frees naar het nulpunt van het materiaal(heb helaas nog niet de beschikking over een 3D taster), en dan X en Y nullen in Absoluut Mode
http://www.uploadarchief.net/files/download/%233.jpg
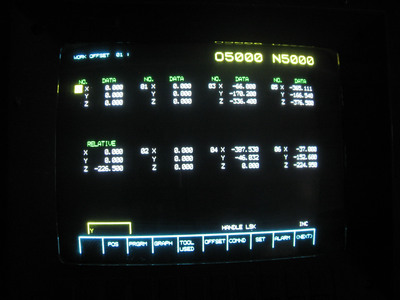
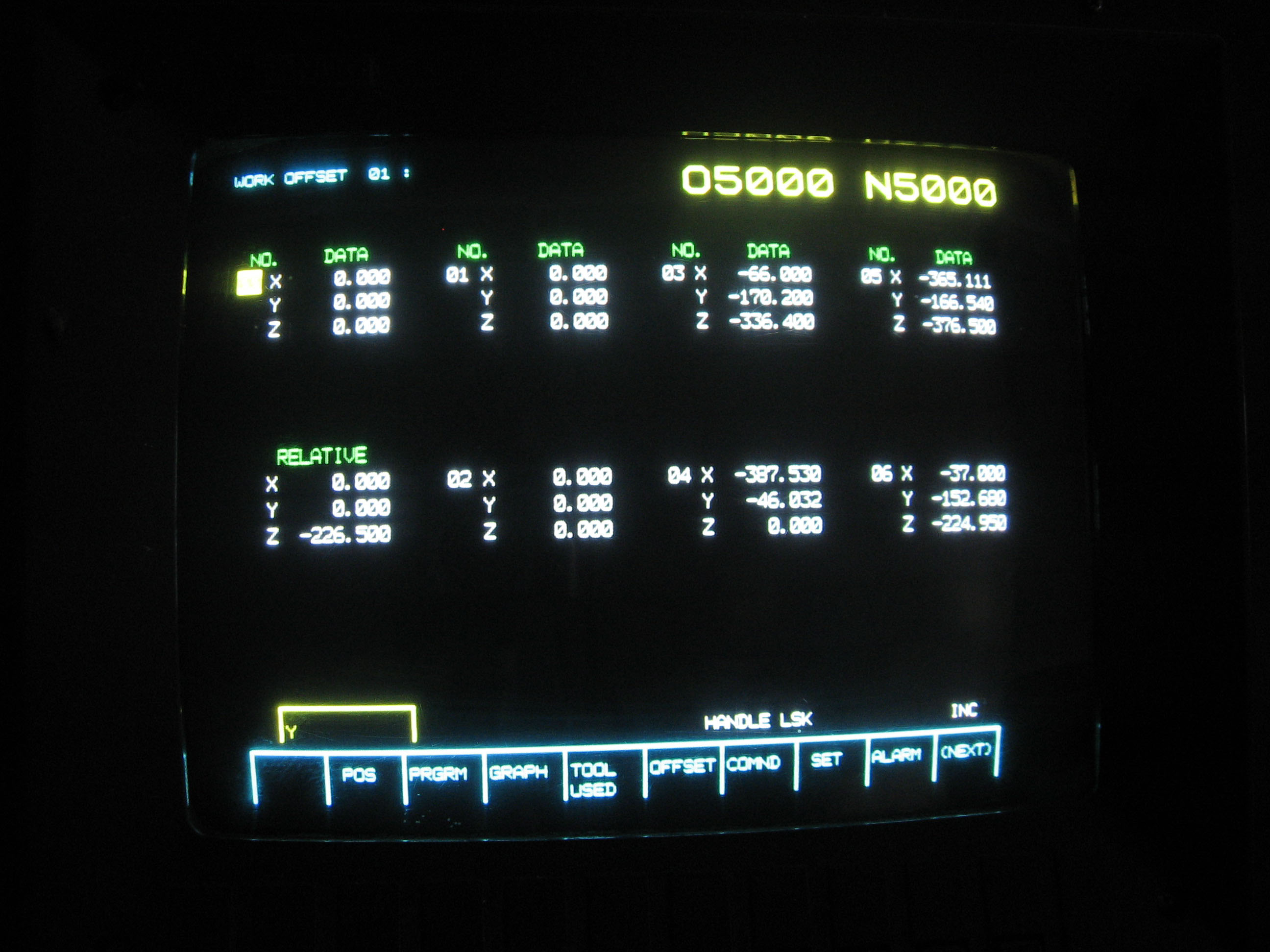
Naar Work Offset en hier zowel 00 als 01 op x0 y0 z0
http://www.uploadarchief.net/files/download/%234.jpg
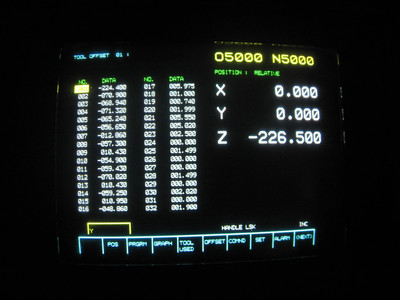
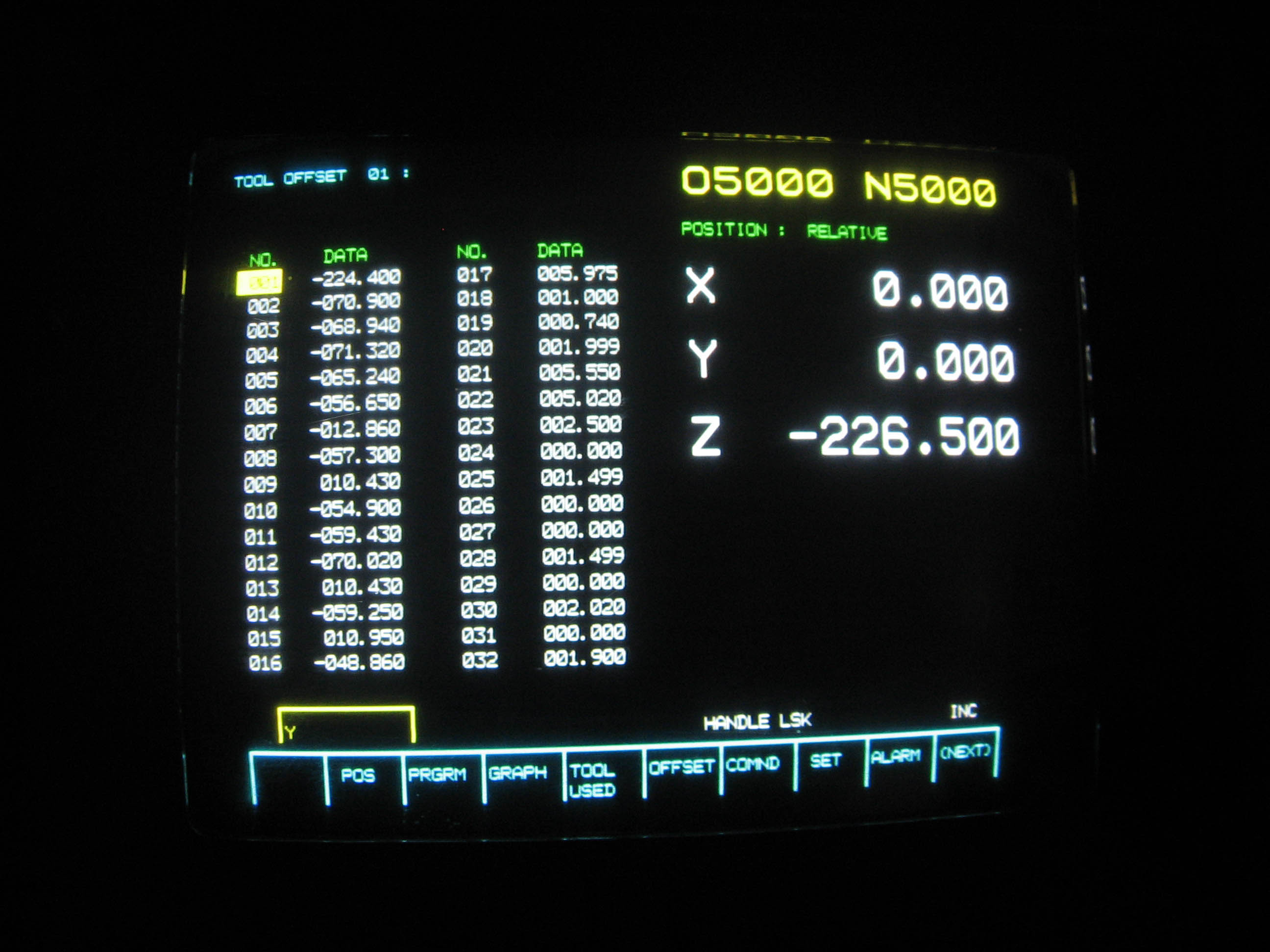
In Tool Offset de juiste toolnummer zoeken(tool 1 in dit geval)
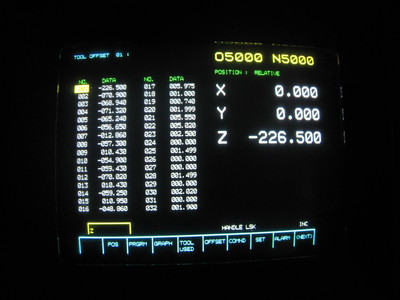
http://www.uploadarchief.net/files/download/%235.jpg
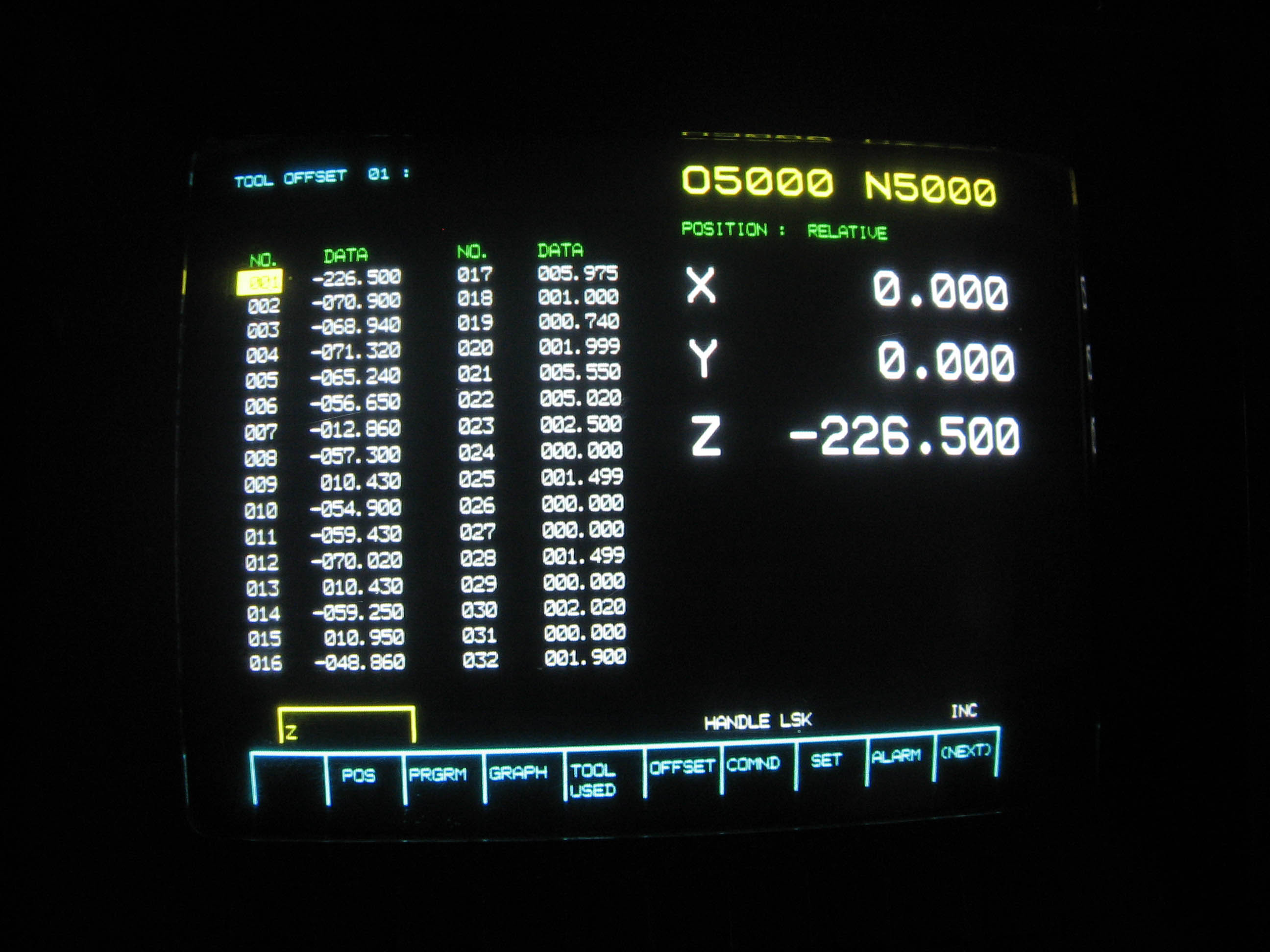
Druk op Z en dan INPUT.
Als ik hierna een programma draai klopt de Z0 waarde niet met dadgene wat ik wil, oftewel hij begint ergens in de lucht te frezen of hij ramt het materiaal in(voor testen is dit schuim dus niet zo heel erg).
Hier nog een gedeelte van het test programma gemaakt met SolidWorks + SolidCam:
Wie kan mij helpen om de juiste instellingen te doen om dit werkend te krijgen?O5000
G90 G17
G80 G49 G40
G54
G91 G28 Z0
G90
M01
N1 M6 T1
G90 G00 G40 G54
G43 H1 D31 G0 X37. Y18.5 Z50. S2000 M3
X37. Y18.5 Z10.
Z2.
G1 Z-4.5 F33
enz...
Met vriendelijke groet,
Maarten Lamers

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}