
Hallo allemaal,
Ik wil graag op een snelle en betrouwbare manier mijn werkstuk nulpunt bepalen. Ik zit te denken aan een 3D taster. Maar vraag mij af, is dit een fijne manier van werken?
Hoewel ik de tater naast de spindel zou kunnen ophangen en dan met een actuator naar beneden kan doen, lijkt het mij betrouwbaarder om de taster in de spindel zelf te plaatsen. Ik heb nu een camera voor XY aan de enekant en een z taster aan de andere kant naast de spindel hangen, maar al die toeters en bellen langs de spindel vind ik niet fraai en als ik iets moet doen aan de spindel, dan moet ik alles demonteren en opnieuw afstellen. Dus mijn voorkeur gaat dan naar iets voor in de ER20 spantang.
Mijn vragen zijn eigenlijk:
1. Is dit een fijne manier van werken?
2. Is het betrouwbaar en robuust genoeg? Is ook in Z de nauwkeurigheid goed, de taster zal dan altijd goed tegen een aanslag (collet) geduwd moeten worden.
3. Kopen of zelf maken? Ik lees op het forum dat als je met kogeltjes een staafjes zelf een taster maakt, dat de contacten kunnen corroderen. Is dit zo?
Graag jullie advies en mening.
Alvast bedankt, Tom.
XYZ bepalen, hoe doen jullie dat?
Moderator: Moderators
-
TomAndKobus

- Donateur
- Berichten: 766
- Lid geworden op: 12 feb 2020 12:43
- Locatie: Gouda
- Contacteer:
-
TomAndKobus
- Donateur
- Berichten: 766
- Lid geworden op: 12 feb 2020 12:43
- Locatie: Gouda
- Contacteer:
Re: XYZ bepalen, hoe doen jullie dat?
Z hoogte bevestiging in de spantang is denk ik niet zo belangrijk als je na het inspannen een bekende referentie op de machine meet. Klopt dit?
Groeten, Tom.
Groeten, Tom.
-
hugo stoutjesdijk

- Donateur
- Berichten: 12053
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: XYZ bepalen, hoe doen jullie dat?
Als die camera de XY doet, zou ik me verder niet vermoeien. Die Z moet je toch voor elke frees bepalen als je met losse spantangen werkt.
Voor de meeste gevallen gebruik ik een vast punt op m'n tafel wat altijd X0 Y0 is, en hoef ik die niet uit te klokken.
Voor de meeste gevallen gebruik ik een vast punt op m'n tafel wat altijd X0 Y0 is, en hoef ik die niet uit te klokken.
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
Re: XYZ bepalen, hoe doen jullie dat?
Mijn idee hierover:
Een 3d taster is alleen gemakkelijk als je een ATC hebt.
Als je geen ATC hebt moet je iedere keer weer inspannen rondloop meten etc.
Zonder ATC zou ik freesdiameter opmeten door twee delen en dan handmatig terwijl je de spindel met de hand draait richting werkstuk bewegen tot je het freesje voelt aanlopen.
Dan op 0 drukken naar de GUI en de positie op de helft van de freesdiameter ingeven wel op het juiste teken letten qua richting uiteraard.
Bespaard veel tijd vind ik.
Als het niet nauw komt, bv als je toch de zijkant nog moet vlakfrezen dan zet ik de spindel aan en beweeg hem heel rustig naar het werkstuk, dan hoor je hem wel aanlopen weer op nul drukken terug rijden, z omhoog weer op nul laten bewegen en weer halve diameter invoeren.
Voor de z doe ik er een papiertje onder waarvan ik de dikte ken (meten).
Als je een USB camera hebt zou dit goed genoeg moeten zijn, ja je krijgt een kerstboom maar met minimaalsmering, afzuiging, enz. Heb je die toch al. Just my two cents.
Een 3d taster is alleen gemakkelijk als je een ATC hebt.
Als je geen ATC hebt moet je iedere keer weer inspannen rondloop meten etc.
Zonder ATC zou ik freesdiameter opmeten door twee delen en dan handmatig terwijl je de spindel met de hand draait richting werkstuk bewegen tot je het freesje voelt aanlopen.
Dan op 0 drukken naar de GUI en de positie op de helft van de freesdiameter ingeven wel op het juiste teken letten qua richting uiteraard.
Bespaard veel tijd vind ik.
Als het niet nauw komt, bv als je toch de zijkant nog moet vlakfrezen dan zet ik de spindel aan en beweeg hem heel rustig naar het werkstuk, dan hoor je hem wel aanlopen weer op nul drukken terug rijden, z omhoog weer op nul laten bewegen en weer halve diameter invoeren.
Voor de z doe ik er een papiertje onder waarvan ik de dikte ken (meten).
Als je een USB camera hebt zou dit goed genoeg moeten zijn, ja je krijgt een kerstboom maar met minimaalsmering, afzuiging, enz. Heb je die toch al. Just my two cents.
-
TomAndKobus
- Donateur
- Berichten: 766
- Lid geworden op: 12 feb 2020 12:43
- Locatie: Gouda
- Contacteer:
Re: XYZ bepalen, hoe doen jullie dat?
Bedankt Hugo en Kjelt, Ik snap de manier van XYZ bepalen met de frees. Maar ik wil het iets makkelijker en ik vraag mij af of dit in X en Y, echt wel zo nauwkeurig is door de frees het werkstuk net te laten raken.. Ook het recht leggen van het werkstuk is wat minder praktisch. Ik had een ongelukje met de machine en moest mijn spindel opnieuw uitlijnen, vervolgens moest ik de hoogte sensor en de camera uitlijnen. De spindel is nu wel beter uitgelijnd, dat dan weer wel.... Vandaar de vraag hoe doen anderen dit.
Groeten, Tom.
Groeten, Tom.
-
Bjornski1976

- Berichten: 1130
- Lid geworden op: 01 feb 2013 14:10
- Locatie: Gorinchem
Re: XYZ bepalen, hoe doen jullie dat?
Ik denk dat de huidige manier van werken wel het makkelijkste is mits de camera tijdens z hoogte verandering een gelijk X en Y coördinaten blijft aangeven. Dit blijft dan ten alle tijden een vast referentie punt. dit moet ook op mijn machine in aanbouw gaan komen. Op mijn vorige had ik dit ook en kwam er toen achter dat de X en Y iets veranderde als Z hoogte anders was.
Qua Z hoogte is dat idd per frees verschillend, ik doe dit altijd met een voeler maatje. Ze ziet ook veel dat ze een krokodillen bekje aan de frees zetten met een aansluiting naar een input met een stalen plaatje (touch plate), ook aangesloten op controller om zo de Z-hoogte in te meten met het freesje waarmee je aan de slag wilt gaan.
Qua Z hoogte is dat idd per frees verschillend, ik doe dit altijd met een voeler maatje. Ze ziet ook veel dat ze een krokodillen bekje aan de frees zetten met een aansluiting naar een input met een stalen plaatje (touch plate), ook aangesloten op controller om zo de Z-hoogte in te meten met het freesje waarmee je aan de slag wilt gaan.
Kennis en wijsheid zijn relatief, gevormd door perceptie & invloed van anderen, Ik wens je veel wijsheid toe bij het toepassen van je kennis.
-
TomAndKobus
- Donateur
- Berichten: 766
- Lid geworden op: 12 feb 2020 12:43
- Locatie: Gouda
- Contacteer:
Re: XYZ bepalen, hoe doen jullie dat?
Ik heb een toolsetter, daarmee bepaal ik de lengte van de frees. De camera zit vast aan de Z slede. Ik bepaal eerst het Z=0 van het werkstuk, dan gaat de z slede altijd op de zelfde hoogte staan tov het werkstuk en is de camera dus ook scherp.
Ik mis alleen een beetje vertrouwen dat het echt goed is... Misschien moet ik dat vertrouwen op gaan bouwen door verschillende metingen te doen en controleren of de metingen juist zijn.
Ik mis alleen een beetje vertrouwen dat het echt goed is... Misschien moet ik dat vertrouwen op gaan bouwen door verschillende metingen te doen en controleren of de metingen juist zijn.
Re: XYZ bepalen, hoe doen jullie dat?
Wat voor dingen, afmetingen cq materiaal frees je ?
Als je wat overmaat kan houden dan is dit veel eenvoudiger.
Ik frees meestal plaat (hout-achtig), dan is X/Y geen probleem, gewoon ietsje binnen de plaat blijven.
De tafel heb ik altijd op Z=0 maar door diverse oorzaken zit daar wel eens een paar 1/10mm onnauwkeurigheid in dus doorgaans frees ik eerst een testblokje met een sponning op materiaal dikte -1mm en dan uit frezen.
Dan weet ik de hoogte vd frees en de dikte van het materiaal op een plek wat niet de rand vd plaat is.
Als je wat overmaat kan houden dan is dit veel eenvoudiger.
Ik frees meestal plaat (hout-achtig), dan is X/Y geen probleem, gewoon ietsje binnen de plaat blijven.
De tafel heb ik altijd op Z=0 maar door diverse oorzaken zit daar wel eens een paar 1/10mm onnauwkeurigheid in dus doorgaans frees ik eerst een testblokje met een sponning op materiaal dikte -1mm en dan uit frezen.
Dan weet ik de hoogte vd frees en de dikte van het materiaal op een plek wat niet de rand vd plaat is.
handig aanhalen (citeren, quoten) : https://cnczone.nl/viewtopic.php?f=37&t=12599
-
hugo stoutjesdijk
- Donateur
- Berichten: 12053
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: XYZ bepalen, hoe doen jullie dat?
Het is een beetje afhankelijk of je meestal op tafel op spant, of met een klem.
Als je een paar aanslagjes maakt, zet je een stift in je freesspil, stuurt die naar X5 (stift 10mm) en zet dat aanslagblokje vast op het bed (aan de X- kant van die stift natuurlijk), dat doe je 2 keer in X en 2 keer in Y. En je heb je werkstuk nulpunt prachtig vastgelegd.
Als je je nulpunt tijdelijk ergens anders gebruikt, gebruik je ipv. G54 bv. G55, G56 of iets dergelijks. Dan weet je als je G54 gebruikt is dat je 'vaste' werkstuk nulpunt.
Als je een paar aanslagjes maakt, zet je een stift in je freesspil, stuurt die naar X5 (stift 10mm) en zet dat aanslagblokje vast op het bed (aan de X- kant van die stift natuurlijk), dat doe je 2 keer in X en 2 keer in Y. En je heb je werkstuk nulpunt prachtig vastgelegd.
Als je je nulpunt tijdelijk ergens anders gebruikt, gebruik je ipv. G54 bv. G55, G56 of iets dergelijks. Dan weet je als je G54 gebruikt is dat je 'vaste' werkstuk nulpunt.
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
-
TomAndKobus
- Donateur
- Berichten: 766
- Lid geworden op: 12 feb 2020 12:43
- Locatie: Gouda
- Contacteer:
Re: XYZ bepalen, hoe doen jullie dat?
Ik gebruik bijna altijd een klem. Maar het principe van die paspen is wel slim, maar mijn kennis is nog niet zo dat ik het meteen begrijp. Hier ga ik dus even over nadenken.... 
-
P1-Engineering

- Donateur
- Berichten: 435
- Lid geworden op: 27 aug 2019 23:28
- Locatie: Haarlem
Re: XYZ bepalen, hoe doen jullie dat?
Zoals Kjelt al aangeeft is een 3D probe alleen handig icm met aparte toolhouders, ATC spindle.
Of je moet de 3D probe a la Datron op een mechanisme zetten wat in positie komt wanneer je de probe wilt gebruiken.
Aan de zijkant van de spindel, op een lineaire geleider, lijkt mij ook niet ideaal. Dan verlies je gelijk een flink stuk van je werkoppervlakte, of je moet hier altijd rekening mee kunnen houden met het bepalen van je 0 punten.
Maar als je het hebt, zeker in combinatie met de Eding macro, wil je niet meer terug. Zeker wanneer je meerdere opstellingen, setups hebt voor een onderdeel.
Of je moet de 3D probe a la Datron op een mechanisme zetten wat in positie komt wanneer je de probe wilt gebruiken.
Aan de zijkant van de spindel, op een lineaire geleider, lijkt mij ook niet ideaal. Dan verlies je gelijk een flink stuk van je werkoppervlakte, of je moet hier altijd rekening mee kunnen houden met het bepalen van je 0 punten.
Maar als je het hebt, zeker in combinatie met de Eding macro, wil je niet meer terug. Zeker wanneer je meerdere opstellingen, setups hebt voor een onderdeel.
-
TomAndKobus
- Donateur
- Berichten: 766
- Lid geworden op: 12 feb 2020 12:43
- Locatie: Gouda
- Contacteer:
Re: XYZ bepalen, hoe doen jullie dat?
Ik hou het even zoals ik het nu heb. Misschien nog iets beter uitvoeren... Bedankt voor alle reacties!

Re: XYZ bepalen, hoe doen jullie dat?
Ik gebruik eigenlijk alle manieren door elkaar; er is een plaats en tijd voor allemaal.
- Vaste bek van de klauwplaat als referentie.
- Lichtspleet tussen frees en werkstuk bekijken.
- Voelermaatje tussen frees en werkstuk voor bepalen afstand.
- Rond staafje tussen frees en werkstuk voor Z-hoogte.
- 3D taster voor bepalen X/Y/Z referentie.
De 3D taster heb ik op een kinematische bevestiging zitten. Die klik ik er dus zo op en af.
Dit idee dus:
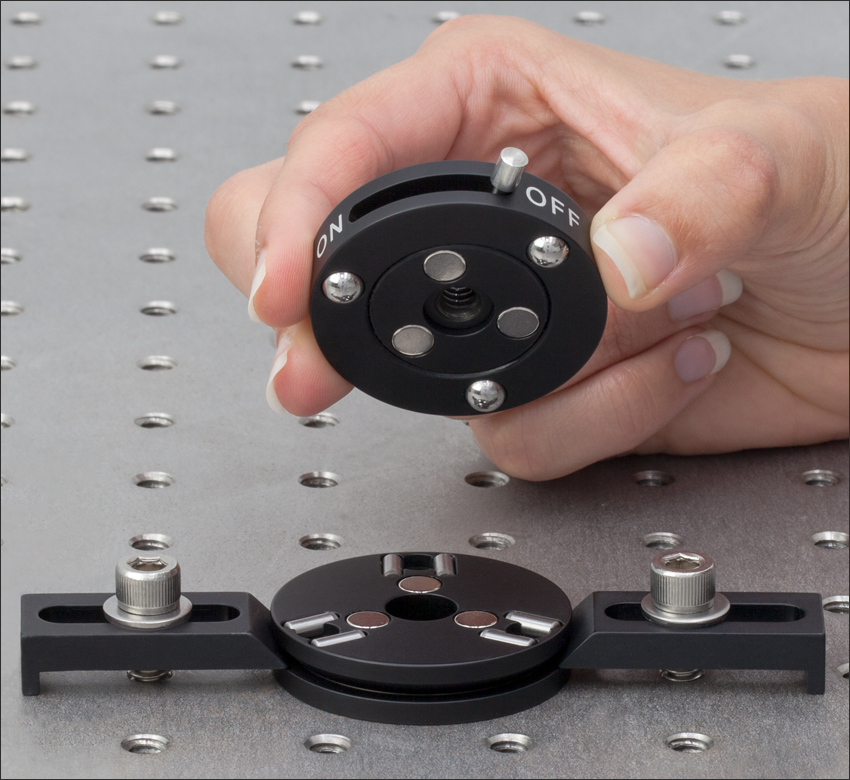
En waarom niet altijd een 3D taster? Naar de rand van het materiaal joggen moet toch, en als je blokje materiaal dan aan alle zijden 1mm groter is dan wat je moet maken dan komt het nulpunt maar op +/- 0,5mm nauwkeurig. Dat is met een keer technisch kijken wel op 'goed zat' te krijgen.
- Vaste bek van de klauwplaat als referentie.
- Lichtspleet tussen frees en werkstuk bekijken.
- Voelermaatje tussen frees en werkstuk voor bepalen afstand.
- Rond staafje tussen frees en werkstuk voor Z-hoogte.
- 3D taster voor bepalen X/Y/Z referentie.
De 3D taster heb ik op een kinematische bevestiging zitten. Die klik ik er dus zo op en af.
Dit idee dus:
En waarom niet altijd een 3D taster? Naar de rand van het materiaal joggen moet toch, en als je blokje materiaal dan aan alle zijden 1mm groter is dan wat je moet maken dan komt het nulpunt maar op +/- 0,5mm nauwkeurig. Dat is met een keer technisch kijken wel op 'goed zat' te krijgen.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'

Re: XYZ bepalen, hoe doen jullie dat?
Interessant topic! Ik zit zelf ook een beetje te kijken hoe ik dit in de toekomst wil gaan doen.
Tot nu toe gebruik ik meestal de "Kjelt methode" waarbij ik, als het nauwkeurig moet, een stukje 0.01mm voeler-band tussen de frees en het werkstuk houdt. Op de handmatige BF20 werkt dat wel prima maar op de CNC heb ik al gemerkt dat een heel klein jogging foutje al snel een kapotte frees oplevert
Werkt zo'n camera nog een beetje nauwkeurig?
Verder begrijp ik niet helemaal waarom de Z hoogte minder belangrijk is. Je tool lengte moet je na elke ER-collet inspanning weer meten met b.v. een tool-setter, dat snap ik, maar dan moet je toch nog steeds weten wat het verschil is tussen de tool setter hoogte en de werkstuk hoogte?
Tot nu toe gebruik ik meestal de "Kjelt methode" waarbij ik, als het nauwkeurig moet, een stukje 0.01mm voeler-band tussen de frees en het werkstuk houdt. Op de handmatige BF20 werkt dat wel prima maar op de CNC heb ik al gemerkt dat een heel klein jogging foutje al snel een kapotte frees oplevert
Werkt zo'n camera nog een beetje nauwkeurig?
Verder begrijp ik niet helemaal waarom de Z hoogte minder belangrijk is. Je tool lengte moet je na elke ER-collet inspanning weer meten met b.v. een tool-setter, dat snap ik, maar dan moet je toch nog steeds weten wat het verschil is tussen de tool setter hoogte en de werkstuk hoogte?
