

Mjah, ik gebruik normaliter eigenlijk maar zeer zelden PLA. Maar ik had wat groots in de planning (200x180x160mm), en dat kan ik met ABS/ASA/polycarbonaat wel vergeten, dat trekt geheid krom.
Nu had ik nog een rolletje FormFutura Easyfil PLA liggen, dus die gemonteerd, de print (26 uur) gestart en de eerste 2 lagen de boel in de gaten gehouden. Dat zag er prima uit, dus de printer zoals gewoonlijk z'n dingetje laten doen. PLA, makkelijkste te printen plasticsoort, wat kan er nu gebeuren?
Wat er volgens mij misgegaan is: een lichte overextrusie. Ik had 8 massieve lagen op de onderkant van de print. Als je dan ook maar een fractie teveel plastic extrudeert dan bouwt dat teveel in massieve delen langzaam op, tot het punt dat de spuitmond er een keer in blijft haken bij een G0. Dat heeft de glasplaat onder de klemmen uit getrokken en op de grond gemikt. Vervolgens is het willekeurig wat er met het geextrudeerde plastic gebeurt. Het spaghettimonster en klonten. Als dat dan vervolgens weer ergens achter blijft haken dan zegt er iets krak.
Oftewel, goede les. Ander merk filament? Toch maar even de extrusie calibreren....
En verder, tsja, shit happens. Ik heb maar een verse BLTouch en heatbreak besteld, en ook maar weer eens een rolletje PETG, kijken of dat spul met de herbouwde printer wel prettig is.
Niet leuk, maar het kost gelukkig de wereld niet. Al met al doet een fatsoenlijke frees breken meer pijn in de portemonnee.
De oude BLTouch is vast nog wel te lijmen of te voorzien van een vers huisje; ik heb het enkel bekeken in het van huis naar werk vertrekken. Maar die blijft dan gewoon op de plank liggen als reservedeel.
De DaBit-3D-kitspuit
Moderator: Moderators
Re: De DaBit-3D-kitspuit
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
Ballegooijen

- Donateur
- Berichten: 4922
- Lid geworden op: 20 sep 2016 15:45
- Locatie: 's-Gravendeel
- Contacteer:
Re: De DaBit-3D-kitspuit
Ja, soms gebeuren die dingen. Jammer helaas.
Ik heb nu ook een Duet Wifi gekocht voor mijn printer. Ik vroeg me af of je tijdens de print kan corrigeren als je ziet dat je over-extrudeert ?Als je dan ook maar een fractie teveel plastic extrudeert dan bouwt dat teveel in massieve delen langzaam op, tot het punt dat de spuitmond er een keer in blijft haken bij een G0
Kennis vermenigvuldigt zich alleen als je het deelt.
https://www.Baldas.nl
https://www.Baldas.nl
Re: De DaBit-3D-kitspuit
Oei balen Bart. Had dit met closed loop steppers voorkomen kunnen worden denk je ?
Re: De DaBit-3D-kitspuit
Ja, dat kun je, in de webinterface door aan de slider te trekken, of door via MDI/USB/Telnet een 'M221 Spercentage' commando te sturen.Ballegooijen schreef: ↑09 dec 2019 13:13 Ik heb nu ook een Duet Wifi gekocht voor mijn printer. Ik vroeg me af of je tijdens de print kan corrigeren als je ziet dat je over-extrudeert ?
Je kunt eigenlijk alles zo'n beetje dynamisch aanpassen tijdens de print, tot en met maximale snelheid/acceleratie, motorstromen, etc. toe.
Al met al best een leuk ding die Duet2Wifi. Ik zou eigenlijk alleen nog heel graag conditionele G-code hebben; iets als 'blijf de nozzle over een borstel vegen tot-ie opgewarmd is' krijg je niet voor elkaar met het spul. Dat staat op de lijst met features die er binnenkort aan komen, maar het is er nog niet.
Nee, de open-loop stappenmotoren hebben geen stap overgeslagen of in ieder geval niet veel, want vanochtend was de printkop nog vrolijk aan het bewegen waar het hoort.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Mjaah, je moet het probleem ook niet groter maken dan het is. Waar gehakt word vallen spaanders, en van 83 lagen beveiliging heb je meestal meer last dan zo af en toe een keer de wonden likken en weer doorgaan.
Zo'n 3 kilo plastic, laagjes van 0,07mm tot 0,25mm, 0,4mm spuitmond, printsnelheid 25-80mm/sec, dat is toch zeker 200 uur werk voor het apparaat. Als het al niet meer is. Als het dan na al die tijd een keer foutgaat, en eigenlijk ook nog vanwege laksheid van de operator (die had moeten controleren of de geextrudeerde hoeveelheid plastic wel klopt in plaats van de aanname 'PLA is PLA, gaan met die banaan' te doen), dan geld het geheel nog steeds als betrouwbaar en robuust bij mij. In 200 uur daadwerkelijk materiaal verspanen op de CNC-frees of draaibank gaat er wel meer fout.
Maar waar ik wel steeds meer behoefte aan krijg is op afstand het spul in het hobbyhok in de gaten te kunnen houden, want ik loop er tegenwoordig vrolijk bij weg als de kaboutertjes het wel zonder mij af kunnen. Dat geld zeker voor de printer want die dingen zijn per definitie uuuuuren bezig, maar ook voor de CNC-frees. In geval gekabouteriseerde plasticpoeper zou ik ook zelfs wel een foto per laag willen hebben, eigenlijk.
Nu, ik heb laatst met Black Friday een paar van die Wifi IP-cameraatjes besteld voor een paar euro per stuk met de bedoeling om die in ieder geval eentje in de printer te zetten en eentje bij de frees. Eens kijken of dat wat is, voor 11 euro kan ik niet met Raspberries aan de gang en naar huis bellen mogen ze proberen maar dat lukt ze bij mij toch niet.
Wil ik dan leuk doen, dan lepel ik de camerastreams binnen op een computer, doe ik er met OpenCV of whatever wat intelligents mee, en stuur ik stop-commando's naar de apparaten indien nodig. Over 50 jaar kom ik daar vast wel aan toe
Zo'n 3 kilo plastic, laagjes van 0,07mm tot 0,25mm, 0,4mm spuitmond, printsnelheid 25-80mm/sec, dat is toch zeker 200 uur werk voor het apparaat. Als het al niet meer is. Als het dan na al die tijd een keer foutgaat, en eigenlijk ook nog vanwege laksheid van de operator (die had moeten controleren of de geextrudeerde hoeveelheid plastic wel klopt in plaats van de aanname 'PLA is PLA, gaan met die banaan' te doen), dan geld het geheel nog steeds als betrouwbaar en robuust bij mij. In 200 uur daadwerkelijk materiaal verspanen op de CNC-frees of draaibank gaat er wel meer fout.
Maar waar ik wel steeds meer behoefte aan krijg is op afstand het spul in het hobbyhok in de gaten te kunnen houden, want ik loop er tegenwoordig vrolijk bij weg als de kaboutertjes het wel zonder mij af kunnen. Dat geld zeker voor de printer want die dingen zijn per definitie uuuuuren bezig, maar ook voor de CNC-frees. In geval gekabouteriseerde plasticpoeper zou ik ook zelfs wel een foto per laag willen hebben, eigenlijk.
Nu, ik heb laatst met Black Friday een paar van die Wifi IP-cameraatjes besteld voor een paar euro per stuk met de bedoeling om die in ieder geval eentje in de printer te zetten en eentje bij de frees. Eens kijken of dat wat is, voor 11 euro kan ik niet met Raspberries aan de gang en naar huis bellen mogen ze proberen maar dat lukt ze bij mij toch niet.
Wil ik dan leuk doen, dan lepel ik de camerastreams binnen op een computer, doe ik er met OpenCV of whatever wat intelligents mee, en stuur ik stop-commando's naar de apparaten indien nodig. Over 50 jaar kom ik daar vast wel aan toe
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Toch maar eens een paar noodzakelijke 'afmaak-dingen' gedaan.
De filament-bak. Makkelijk toegankelijk, 2 filament-toevoerkanalen naar de printkop, ruimte voor nog een paar rollen extra als opslag.
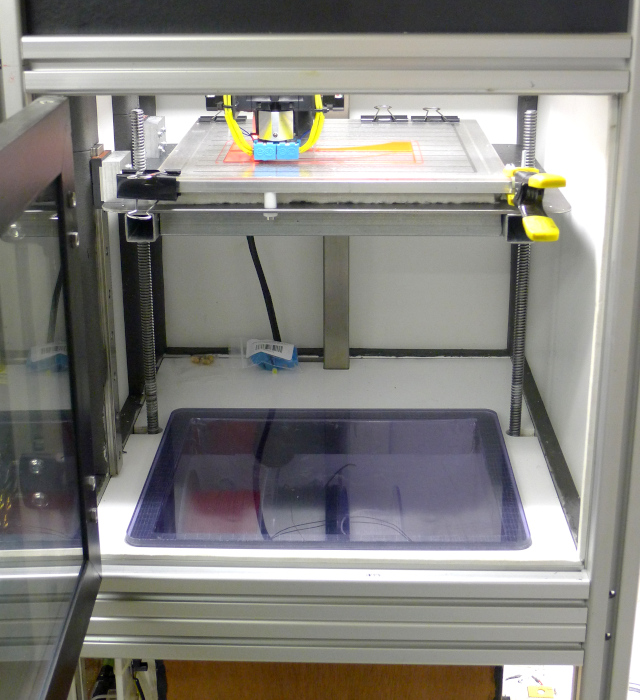
De bak is 4mm multiplex bekleed met wit HPL. Tussen HPL en multiplex zit een laagje aluminiumfolie, gewoon het huishoudspul. Dat houd waterdamp wel buiten.
Achteraf had ik beter een paar stukjes staalplaat of aluminium aan elkaar kunnen braaien, ook dicht en een stuk minder werk. Toch eens een verse gasvulling halen.
De hele lengte PTFE-slang van bak naar printkop (toch een dikke meter) als 4mm buitendiameter/2mm binnendiameter leverde teveel weerstand op, dus het grootste stuk is 6mm buiten/3mm binnen en alleen de laatste 30cm is 4/2mm. Dat werkt wel goed, al heb ik het nog niet met TPU geprobeerd.
Plastic deksel is wat dik; ik had het ontworpen en gemaakt voor 3mm plastic, maar dat was me te wapperflappie. Ik had nog een stuk 10mm dik weetikveelwelkesoort plastic dat weliswaar doorzichtig is maar paarsig, en een rampenplan om te zagen en netjes te frezen. Doet de truuk beter, lekker massief. Misschien de randen nog even onder 45 graden afschuinen, dan ziet het er uit alsof het zo hoort.
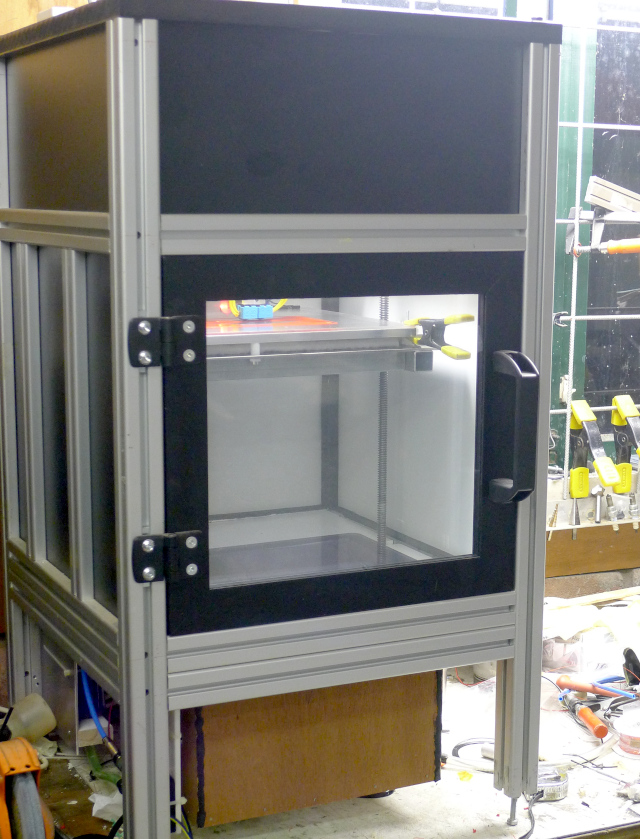
Deurtje er weer voor, doosje dicht. Dat is nodig tegen stof, vliegbeestjes die het stiekum wel lekker warm vinden in het apparaat, en hopelijk lukken grotere ABS-prints wel met het deurtje dicht.
PETG print nu trouwens ook mooi strak zonder draden en gigantische bende rondom de spuitmond, dat lukte me met de vorige editie niet.
Verder nog wat kleinigheidjes, zo heb ik de bed-temperatuursensor maar eens in het aluminium geboord in plaats van dat ik de sensor gebruik die in de verwarmingsmat ingebouwd zit. Daarmee klopt de oppervlaktetemperatuur toch een stuk beter.
Nog genoeg te doen, maar het is in ieder geval weer vooruitgang.
De filament-bak. Makkelijk toegankelijk, 2 filament-toevoerkanalen naar de printkop, ruimte voor nog een paar rollen extra als opslag.
De bak is 4mm multiplex bekleed met wit HPL. Tussen HPL en multiplex zit een laagje aluminiumfolie, gewoon het huishoudspul. Dat houd waterdamp wel buiten.
Achteraf had ik beter een paar stukjes staalplaat of aluminium aan elkaar kunnen braaien, ook dicht en een stuk minder werk. Toch eens een verse gasvulling halen.
De hele lengte PTFE-slang van bak naar printkop (toch een dikke meter) als 4mm buitendiameter/2mm binnendiameter leverde teveel weerstand op, dus het grootste stuk is 6mm buiten/3mm binnen en alleen de laatste 30cm is 4/2mm. Dat werkt wel goed, al heb ik het nog niet met TPU geprobeerd.
Plastic deksel is wat dik; ik had het ontworpen en gemaakt voor 3mm plastic, maar dat was me te wapperflappie. Ik had nog een stuk 10mm dik weetikveelwelkesoort plastic dat weliswaar doorzichtig is maar paarsig, en een rampenplan om te zagen en netjes te frezen. Doet de truuk beter, lekker massief. Misschien de randen nog even onder 45 graden afschuinen, dan ziet het er uit alsof het zo hoort.
Deurtje er weer voor, doosje dicht. Dat is nodig tegen stof, vliegbeestjes die het stiekum wel lekker warm vinden in het apparaat, en hopelijk lukken grotere ABS-prints wel met het deurtje dicht.
PETG print nu trouwens ook mooi strak zonder draden en gigantische bende rondom de spuitmond, dat lukte me met de vorige editie niet.
Verder nog wat kleinigheidjes, zo heb ik de bed-temperatuursensor maar eens in het aluminium geboord in plaats van dat ik de sensor gebruik die in de verwarmingsmat ingebouwd zit. Daarmee klopt de oppervlaktetemperatuur toch een stuk beter.
Nog genoeg te doen, maar het is in ieder geval weer vooruitgang.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
Ballegooijen
- Donateur
- Berichten: 4922
- Lid geworden op: 20 sep 2016 15:45
- Locatie: 's-Gravendeel
- Contacteer:
Re: De DaBit-3D-kitspuit
Netjes hoor Bart !!
Kennis vermenigvuldigt zich alleen als je het deelt.
https://www.Baldas.nl
https://www.Baldas.nl
-
janplastiek

- Donateur
- Berichten: 1985
- Lid geworden op: 23 sep 2010 23:28
- Locatie: Rijkevorsel België
- Contacteer:
Re: De DaBit-3D-kitspuit
Bart, als ik me niet vergis is dit Lexan Exell D, simpel gezegd UV bestendige polycarbonaat, dikte zou ongeveer 9,5mm moeten zijnPlastic deksel is wat dik; ik had het ontworpen en gemaakt voor 3mm plastic, maar dat was me te wapperflappie. Ik had nog een stuk 10mm dik weetikveelwelkesoort plastic dat weliswaar doorzichtig is maar paarsig
ik heb daarvan 3, 4, 5, 6, 8, 9,5 van liggen, als je een dunner nodig hebt......
Breek de dag, frees een lijntje.
Re: De DaBit-3D-kitspuit
Lexan is het zeker niet. Ik heb die plaat met paarsige/blauwige gloed erin ook in 2mm dikte, en in die dikte is het zo breekbaar als de pest. Verder verandert het spul al in stroperige smelt al als je er iets te gemeen naar kijkt. Met frezen heeft het net als PE de neiging om een flapje te laten staan, iets wat PC ook niet doet.
PETG print met de filamentbak en aanvoerleidingen; ik moest even kijken of alles goed rolt voor ik weer een print start van 400 gram plastic en er dan achter kom dat er ergens een kink in de kabel, euh, filament komt...

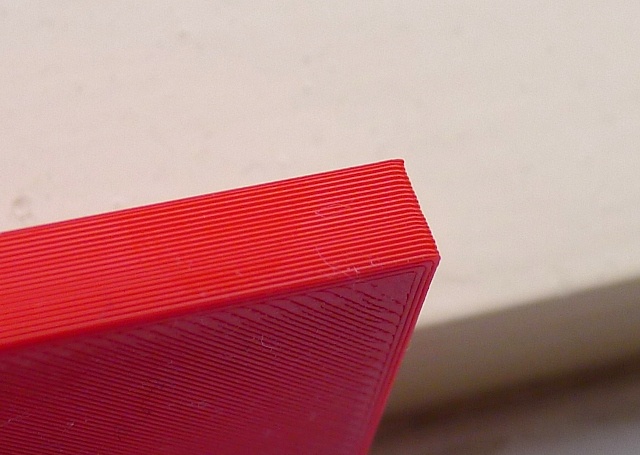
Laagdikte 0,12-0,2mm, 60mm/s
Rotzooi op de nozzle: niks. Het is een wonder.
Zo te zien een lichte onder-extrusie. Alles heeft invloed op alles. Wat me eraan doet denken dat ik retractie en pressure-advance ook nog eens moet tunen; die heb ik maar zuig-uit-de-duim op respectievelijk 1mm en 0,05 seconden gezet.
PETG print met de filamentbak en aanvoerleidingen; ik moest even kijken of alles goed rolt voor ik weer een print start van 400 gram plastic en er dan achter kom dat er ergens een kink in de kabel, euh, filament komt...
Laagdikte 0,12-0,2mm, 60mm/s
Rotzooi op de nozzle: niks. Het is een wonder.
Zo te zien een lichte onder-extrusie. Alles heeft invloed op alles. Wat me eraan doet denken dat ik retractie en pressure-advance ook nog eens moet tunen; die heb ik maar zuig-uit-de-duim op respectievelijk 1mm en 0,05 seconden gezet.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Plastic deksel is wat dik; ik had het ontworpen en gemaakt voor 3mm plastic, maar dat was me te wapperflappie. Ik had nog een stuk 10mm dik weetikveelwelkesoort plastic dat weliswaar doorzichtig is maar paarsig, en een rampenplan om te zagen en netjes te frezen. Doet de truuk beter, lekker massief. Misschien de randen nog even onder 45 graden afschuinen, dan ziet het er uit alsof het zo hoort.
Bart ik heb het idee dat dit PVC is hou een aansteker tegen een reststuk als het meteen zwart wordt en bij het branden een chloorlucht van afkomt is het PVC
als je een ander plaat wil hebben geef ff een seintje met de maten ik heb nog wat PC en PMMA in 4,5,6 liggen
Hans
Bart ik heb het idee dat dit PVC is hou een aansteker tegen een reststuk als het meteen zwart wordt en bij het branden een chloorlucht van afkomt is het PVC
als je een ander plaat wil hebben geef ff een seintje met de maten ik heb nog wat PC en PMMA in 4,5,6 liggen
Hans
Re: De DaBit-3D-kitspuit
PVC, hmm. Daar herken ik het 'decoupeerzaag op de laagste stand, grof zaagje, flink wat water/zeep erbij, en nog smelten' dan weer niet van. Ook 'heeft de neiging om flapjes te maken bij het frezen, zelfs met een nieuwe Phantom HSS frees' niet. Maar zou kunnen, ik frees normaal alleen maar dat grijze spul (en dat freest best lekker). Ik zal de brandtest eens proberen.
Een nieuwe plaat hoeft van mij niet zo nodig, deze doet de truuk prima. Voor de mooiheid nog eens de zijkant afschuinen zodat-ie aansluit op de houten plaat en wat krasjes wegpoetsen (zat geen beschermfolie over dit stuk plastic), en dan is het wel goed. Het hele printerframe is gebouwd met andermans afval.
Een nieuwe plaat hoeft van mij niet zo nodig, deze doet de truuk prima. Voor de mooiheid nog eens de zijkant afschuinen zodat-ie aansluit op de houten plaat en wat krasjes wegpoetsen (zat geen beschermfolie over dit stuk plastic), en dan is het wel goed. Het hele printerframe is gebouwd met andermans afval.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Bart, ik weet niet met wat voor temperaturen je aan de gang ben maar PVC begint bij 70graden al zacht te worden
Hans
Hans
Re: De DaBit-3D-kitspuit
Niet zo hoog; ik heb geen actieve verwarming meer, de motoren+electronica in de bouwruimte, en onderin word het toch niet erg warm. Als het binnenin een graad of 50-60 haalt als het bed op 100 graden staat te stoken zou het mooi zijn, veel meer moet het niet worden.
Ik heb met de combinatie aluminium snelbouwprofiel frame, aluminium CoreXY dragerplaat, stalen geleiderails en carbon brug toch veel te veel last van kromtrekken, en ook de riemspanning verandert significant als de boel warm word. 0,05mm heb je zo te pakken, en dat is een fors percentage van 0,07mm laagjes. De truuk om eerst de boel lekker op temperatuur te laten komen en dan een (mesh-)calibratie uit te voeren werkt echter wel.
Ik zit wel eens te fantaseren over een volledig stalen frame met 20-40mm spoed kogelomlopen voor de aandrijving, constructie a-la Prusa i3 met bewegend bed, watergekoelde plaatje tussen motorflens en motormount houd de temperatuur van de steppers in bedwang. Dan zou de boel opstoken naar 90C absoluut geen probleem meer moeten zijn, en met het bed direct onder de printkop ondersteund bloednauwkeurig. Want ik ben nog steeds fan van plastics als ABS, ASA en polycarbonaat. Degelijk, bruikbaarder temperatuurbereik, prettig na te bewerken, goed te verlijmen. Van PLA en PETG word ik nog steeds niet heel vrolijk, al heb ik die wel nodig voor grotere dingen, want veel groter dan 100x100 lukt me niet in ABS. Magoed, nog eens proberen nu het deurtje weer dicht kan.
Als ik ergens bruikbare kogelomlopen kan vinden voor een leuk bedragje doe ik het misschien ook nog wel, want een bergje DXF's naar de lasersnijder sturen of iemand met een plasmasnijder hier lief aankijken kost hoogstwaarschijnlijk ook de kop niet.
Ik heb met de combinatie aluminium snelbouwprofiel frame, aluminium CoreXY dragerplaat, stalen geleiderails en carbon brug toch veel te veel last van kromtrekken, en ook de riemspanning verandert significant als de boel warm word. 0,05mm heb je zo te pakken, en dat is een fors percentage van 0,07mm laagjes. De truuk om eerst de boel lekker op temperatuur te laten komen en dan een (mesh-)calibratie uit te voeren werkt echter wel.
Ik zit wel eens te fantaseren over een volledig stalen frame met 20-40mm spoed kogelomlopen voor de aandrijving, constructie a-la Prusa i3 met bewegend bed, watergekoelde plaatje tussen motorflens en motormount houd de temperatuur van de steppers in bedwang. Dan zou de boel opstoken naar 90C absoluut geen probleem meer moeten zijn, en met het bed direct onder de printkop ondersteund bloednauwkeurig. Want ik ben nog steeds fan van plastics als ABS, ASA en polycarbonaat. Degelijk, bruikbaarder temperatuurbereik, prettig na te bewerken, goed te verlijmen. Van PLA en PETG word ik nog steeds niet heel vrolijk, al heb ik die wel nodig voor grotere dingen, want veel groter dan 100x100 lukt me niet in ABS. Magoed, nog eens proberen nu het deurtje weer dicht kan.
Als ik ergens bruikbare kogelomlopen kan vinden voor een leuk bedragje doe ik het misschien ook nog wel, want een bergje DXF's naar de lasersnijder sturen of iemand met een plasmasnijder hier lief aankijken kost hoogstwaarschijnlijk ook de kop niet.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
