
Ja Tony. Erover praten is een, vervolgens gewoon efkes bouwen is een ander. Maakt Dabit allemaal niet uit geloof ik.
Is weer een mooie printer. Kun je al wat maken voor me?
De DaBit-3D-kitspuit
Moderator: Moderators

Re: De DaBit-3D-kitspuit
Ja hoor, stuur maar op wat je hebben moet.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
kawarider

- Donateur
- Berichten: 1674
- Lid geworden op: 17 okt 2016 20:46
- Locatie: Drongelen
- Contacteer:
Re: De DaBit-3D-kitspuit
Zal eens wat in elkaar kliederen.
We hebben ook zon duet kaartje. Beetje lastig om te benaderen vanuit huis. Dat is eigenlijk mijn netwerkprobleem Dabit
We hebben ook zon duet kaartje. Beetje lastig om te benaderen vanuit huis. Dat is eigenlijk mijn netwerkprobleem Dabit
Re: De DaBit-3D-kitspuit
Ik kachel wel een keer na het werk jouw kant op. Wachten tot ik 'gewoon' een keer tijd heb schiet voor geen meter op. Ik app je straks wel even.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Pi cameraatje in een huisje van plastic waar ik toch vanaf moet (ESUN PETG ooit in de aanbieding gekocht. Rommel; is bros, blobt en trekt draden. Gelukkig maar een halve kilo). De Pi hing er al sinds LinuxCNC, de camera had ik ook nog liggen.

Toch handig, potmagneetjes en een stuk ijzer.
Kabeltje is wat aan de korte kant; ik had de camera graag nog wat hoger gehad.
Ik had verwacht nog een fisheye lens nodig te hebben, maar als je de hele sensor gebruikt (1296x972, wat de 2x2 binning variant is van de volle 2592x1944 sensor-resolutie) valt het genoeg mee met de beeldhoek:
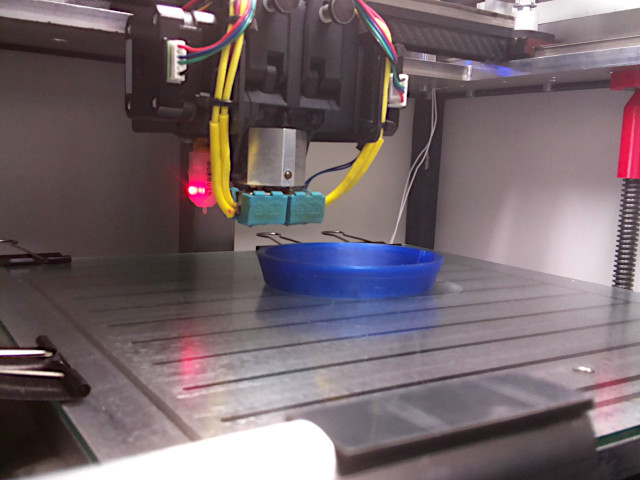
Toch verdomd prettig, zo'n cameraatje.
Verder inmiddels zo'n E3D Nozzle-X gemonteerd met een iets grotere opening (0,5mm); ik print toch vrijwel alleen mechanische delen waar ik niet al te gek veel detail nodig heb. 0,6mm had ik ook nog kunnen doen, maar op een gegeven moment is de hoeveelheid plastic die je per seconde kunt smelten toch de beperkende factor. Dat komt voornamelijk vanwege de warmtegeleiding door het plasticfilament zelf en niet eens zozeer door de warmtegeleiding van het spuitmond-metaal.
Die nozzle bevalt me tot nu toe prima, ook met regulier ongevuld plastic. Lekker degelijk, mooi gladde bovenste lagen en 10mm^3 per seconde aan ASA er doorheen duwen gaat feilloos zonder de temperatuur hoger in te stellen. 12mm^3/s zal ook nog wel lukken maar nog niet geprobeerd. Met messing spuitmondjes houd het zo ergens tussen de 12 en 15mm^3/s ook wel een aardig eind op in het standaard E3D hotend, of je moet de temperatuur flink hoger zetten.
Ik vraag me af of ik Ultem 1010 zou kunnen printen. De gewenste bedtemperatuur haal ik probleemloos, hotend moet met minimale wijzigingen de 400 graden ook wel kunnen halen. De temperatuur in de kamer is het pijnpunt; hoger dan 50-60 graden kom ik niet.
Zou me voor een werkgerelateerd prototype waar de temperatuur structureel boven de 120 graden is en op kan lopen tot zo'n 200 graden wel goed uitkomen; met holle structuren kan ik warmtegeleiding toch aardig minimaliseren. Een printje bestellen is waarschijnlijk het handigste, maar lang zo leuk niet.
Toch handig, potmagneetjes en een stuk ijzer.
Kabeltje is wat aan de korte kant; ik had de camera graag nog wat hoger gehad.
Ik had verwacht nog een fisheye lens nodig te hebben, maar als je de hele sensor gebruikt (1296x972, wat de 2x2 binning variant is van de volle 2592x1944 sensor-resolutie) valt het genoeg mee met de beeldhoek:
Toch verdomd prettig, zo'n cameraatje.
Verder inmiddels zo'n E3D Nozzle-X gemonteerd met een iets grotere opening (0,5mm); ik print toch vrijwel alleen mechanische delen waar ik niet al te gek veel detail nodig heb. 0,6mm had ik ook nog kunnen doen, maar op een gegeven moment is de hoeveelheid plastic die je per seconde kunt smelten toch de beperkende factor. Dat komt voornamelijk vanwege de warmtegeleiding door het plasticfilament zelf en niet eens zozeer door de warmtegeleiding van het spuitmond-metaal.
Die nozzle bevalt me tot nu toe prima, ook met regulier ongevuld plastic. Lekker degelijk, mooi gladde bovenste lagen en 10mm^3 per seconde aan ASA er doorheen duwen gaat feilloos zonder de temperatuur hoger in te stellen. 12mm^3/s zal ook nog wel lukken maar nog niet geprobeerd. Met messing spuitmondjes houd het zo ergens tussen de 12 en 15mm^3/s ook wel een aardig eind op in het standaard E3D hotend, of je moet de temperatuur flink hoger zetten.
Ik vraag me af of ik Ultem 1010 zou kunnen printen. De gewenste bedtemperatuur haal ik probleemloos, hotend moet met minimale wijzigingen de 400 graden ook wel kunnen halen. De temperatuur in de kamer is het pijnpunt; hoger dan 50-60 graden kom ik niet.
Zou me voor een werkgerelateerd prototype waar de temperatuur structureel boven de 120 graden is en op kan lopen tot zo'n 200 graden wel goed uitkomen; met holle structuren kan ik warmtegeleiding toch aardig minimaliseren. Een printje bestellen is waarschijnlijk het handigste, maar lang zo leuk niet.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Een rolletje Prusament ASA besteld in 'galaxy black'. Ik dacht dat dat wel heel zwart zou zijn, maar het is een soort van donkerbruin met spikkeltjes. Nouja, ziet er niet verkeerd uit.
Voordeel van dat spul is dat het accuraat gemaakt word en de hele spec van de rol ook op te vragen is:
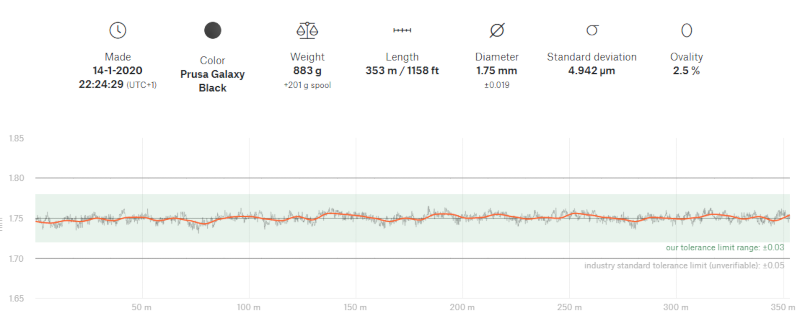
Noem me maar gek, maar ik vind dat wel wat waard. Dan de hamvraag: 'hoe print het?'. Eh, wow!
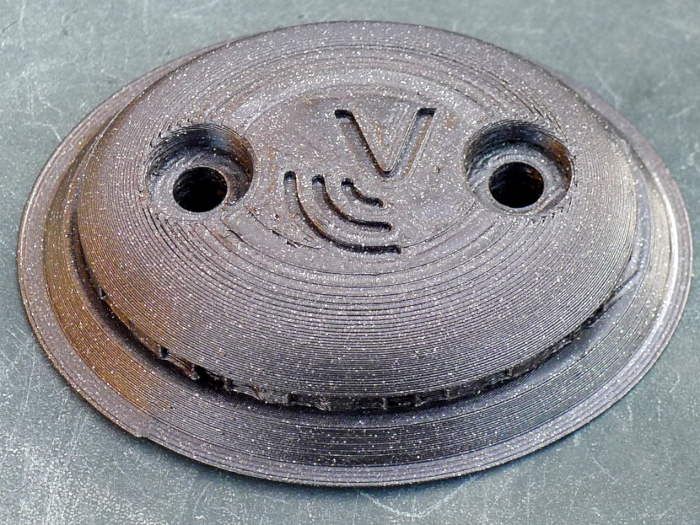
Ik gebruik dit doosje (sensorbehuizinkje voor een projectje bij de baas) al een tijdje om verschillende settings met elkaar te vergelijken; het blijkt vooral voor de slicer een hele akelige rotzak te zijn; die weet niet zomaar goed om te gaan met dat logo aan de bovenkant in combinatie met het schuine vlak, en voor de printer is de bovenkant ook lastig; elk extrusiefoutje is er zichtbaar.
Voor een print in zeg maar 'niet-PLA' is dit verdomd goed, en het was de eerste met 'dikke' 0,1mm lagen aan de bovenkant. Nog wat moeite om de hoekjes netjes in te vullen; iets meer overlap zal de truuk wel doen. Maar geen Z-seam te zien, nauwelijks blobjes aan de buitenkant, strak op elkaar liggende lagen, en de overhang is ook heel goed:
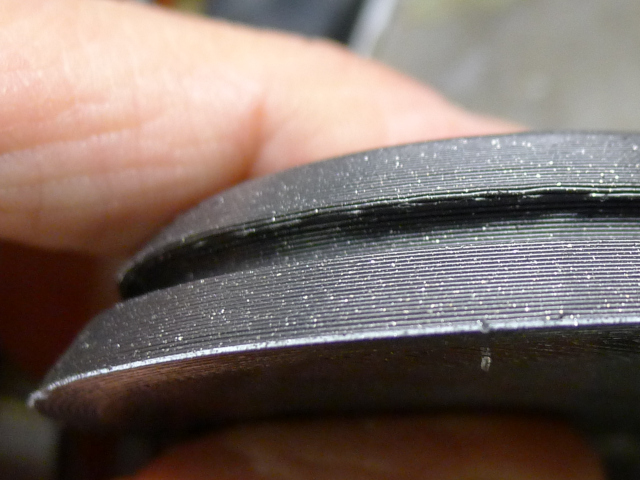
Jullie zullen wel zoiets hebben van 'whatever...', maar ik was prettig verrast.
Verder zijn ze daar bij Duet heel leuk bezig met de conditionele G-code en RepRapFirmware versie 3 in het algemeen. Het objectmodel is stevig gegroeid in de laatste beta:
De manier om daarmee om te gaan in G-code hebben ze ook leuk geregeld. Alles in het 'object model' is toegankelijk vanuit G-code:
Gaat ontzettend hard vooruit. Het lijkt ook meer op een recente programmeertaal dan wat onze CNC-sturingen ons bieden. Het is nog niet klaar; zaken als variabelen zitten er nog niet in bijvoorbeeld. Maar het is al prima bruikbaar voor wat ik ermee wil doen. Doen ze goed, ik word er vrolijk van!
Het begint zelfs aardig dicht in de buurt te komen van 'onze' CNC-sturingen. De laatste Duet heeft een knap capabele processor, 6x 4,5Amp stepperdrives aan boord en een koppeling over een kabel met een eventuele Raspberry Pi. Dat is eigenlijk enkel nog een kwestie van een CNC-gerelateerde userinterface.
Voordeel van dat spul is dat het accuraat gemaakt word en de hele spec van de rol ook op te vragen is:
Noem me maar gek, maar ik vind dat wel wat waard. Dan de hamvraag: 'hoe print het?'. Eh, wow!
Ik gebruik dit doosje (sensorbehuizinkje voor een projectje bij de baas) al een tijdje om verschillende settings met elkaar te vergelijken; het blijkt vooral voor de slicer een hele akelige rotzak te zijn; die weet niet zomaar goed om te gaan met dat logo aan de bovenkant in combinatie met het schuine vlak, en voor de printer is de bovenkant ook lastig; elk extrusiefoutje is er zichtbaar.
Voor een print in zeg maar 'niet-PLA' is dit verdomd goed, en het was de eerste met 'dikke' 0,1mm lagen aan de bovenkant. Nog wat moeite om de hoekjes netjes in te vullen; iets meer overlap zal de truuk wel doen. Maar geen Z-seam te zien, nauwelijks blobjes aan de buitenkant, strak op elkaar liggende lagen, en de overhang is ook heel goed:
Jullie zullen wel zoiets hebben van 'whatever...', maar ik was prettig verrast.
Verder zijn ze daar bij Duet heel leuk bezig met de conditionele G-code en RepRapFirmware versie 3 in het algemeen. Het objectmodel is stevig gegroeid in de laatste beta:
Code: Selecteer alles
{
"key": "boards",
"flags": "",
"result": [
{
"firmwareFileName": "Duet2CombinedFirmware.bin",
"firmwareVersion": "3.01-beta2+1",
"iapFileNameSD": "Duet2CombinedIAP.bin",
"mcuTemp": {
"current": 35.8,
"max": 36.4,
"min": 31.8
},
"name": "Duet 2 WiFi",
"shortName": "2WiFi",
"vIn": {
"current": 23.9,
"max": 24.3,
"min": 0.4
}
}
]
}
{
"key": "fans",
"flags": "",
"result": [
{
"actualValue": 0,
"blip": 0.1,
"max": 1,
"min": 0.1,
"name": "",
"requestedValue": 0,
"rpm": -1,
"thermostatic": {
"control": false
}
},
{
"actualValue": 0.2,
"blip": 0.1,
"max": 1,
"min": 0.1,
"name": "MCU fan",
"requestedValue": 1,
"rpm": -1,
"thermostatic": {
"control": true,
"heaters": [
3
],
"highTemperature": 40,
"lowTemperature": 35
}
}
]
}
{
"key": "heat",
"flags": "",
"result": {
"coldExtrudeTemperature": 160,
"coldRetractTemperature": 90,
"heaters": [
{
"current": 60,
"max": 140,
"min": -273.1,
"sensor": 0,
"state": "active"
},
{
"current": 25.7,
"max": 290,
"min": -273.1,
"sensor": 1,
"state": "active"
},
{
"current": 25.5,
"max": 290,
"min": -273.1,
"sensor": 2,
"state": "standby"
}
],
"sensors": [
{
"lastReading": 60,
"name": "",
"type": "Thermistor"
},
{
"lastReading": 25.7,
"name": "",
"type": "Thermistor"
},
{
"lastReading": 25.5,
"name": "",
"type": "Thermistor"
},
{
"lastReading": 35.7,
"name": "mcu-temp",
"type": "Microcontroller embedded temperature sensor"
}
]
}
}
{
"key": "job",
"flags": "",
"result": {
"file": {
"filament": [],
"firstLayerHeight": 0,
"height": 0,
"layerHeight": 0,
"numLayers": 0,
"size": 0
},
"layer": 0,
"timesLeft": null
}
}
{
"key": "move",
"flags": "",
"result": {
"axes": [
{
"acceleration": 2000,
"drivers": [
"0"
],
"homed": false,
"jerk": 420,
"letter": "X",
"machinePosition": 0,
"max": 235,
"min": 0,
"speed": 18000,
"userPosition": 0,
"visible": true,
"workplaceOffsets": [
0,
0,
0,
0,
0,
0,
0,
0,
0
]
},
{
"acceleration": 2000,
"drivers": [
"1"
],
"homed": false,
"jerk": 420,
"letter": "Y",
"machinePosition": 0,
"max": 215,
"min": -46,
"speed": 18000,
"userPosition": 0,
"visible": true,
"workplaceOffsets": [
0,
0,
0,
0,
0,
0,
0,
0,
0
]
},
{
"acceleration": 1500,
"drivers": [
"2"
],
"homed": false,
"jerk": 120,
"letter": "Z",
"machinePosition": -0.051,
"max": 220,
"min": 0,
"speed": 200,
"userPosition": -0.051,
"visible": true,
"workplaceOffsets": [
0,
0,
0,
0,
0,
0,
0,
0,
0
]
}
],
"calibrationDeviation": {
"deviation": 0,
"mean": 0
},
"currentMove": {
"acceleration": 0,
"deceleration": 0,
"requestedSpeed": 0,
"topSpeed": 0
},
"daa": {
"enabled": false,
"minimumAcceleration": 10,
"period": 0
},
"extruders": [
{
"driver": "3",
"factor": 100,
"nonlinear": {
"a": 0,
"b": 0,
"upperLimit": 0.2
},
"pressureAdvance": 0.03
},
{
"driver": "4",
"factor": 100,
"nonlinear": {
"a": 0,
"b": 0,
"upperLimit": 0.2
},
"pressureAdvance": 0.03
}
],
"idle": {
"factor": 0.4,
"timeout": 30
},
"initialDeviation": {
"deviation": 0,
"mean": 0
},
"kinematics": {
"forwardMatrix": [
[
0.5,
0.5,
0
],
[
0.5,
-0.5,
0
],
[
0,
0,
1
]
],
"inverseMatrix": [
[
0.5,
0.5,
0
],
[
0.5,
-0.5,
0
],
[
0,
0,
1
]
],
"name": "CoreXY"
},
"meshDeviation": {
"deviation": 0,
"mean": 0
},
"printingAcceleration": 10000,
"speedFactor": 100,
"travelAcceleration": 10000,
"workspaceNumber": 1
}
}
{
"key": "state",
"flags": "",
"result": {
"currentTool": 0,
"machineMode": "FFF",
"status": "Off",
"upTime": 52
}
}
{
"key": "tools",
"flags": "",
"result": [
{
"active": [
0
],
"axes": [
[
0
],
[
1
]
],
"extruders": [
0
],
"fans": [
0
],
"heaters": [
1
],
"mix": [
1
],
"name": "Extruder 0",
"offsets": [
0,
0,
0
],
"standby": [
0
],
"state": "active"
},
{
"active": [
0
],
"axes": [
[
0
],
[
1
]
],
"extruders": [
1
],
"fans": [
0
],
"heaters": [
2
],
"mix": [
1
],
"name": "Extruder 1",
"offsets": [
19.88,
0.1,
0
],
"standby": [
0
],
"state": "standby"
}
]
}
Code: Selecteer alles
; If the printer hasn't been homed, home it
if !move.axes[0].homed || !move.axes[1].homed || !move.axes[2].homed
G28
; Probe the bed and do auto calibration
G1 X0 Y140 Z10 F10000 ; go to just above the first probe point
while true
if iterations = 5
abort "Too many auto calibration attempts"
G30 P0 X0.00 Y140.00 Z-99999
if result != 0
continue
G30 P1 X70.00 Y121.24 Z-99999
if result != 0
continue
..
..
..
Het begint zelfs aardig dicht in de buurt te komen van 'onze' CNC-sturingen. De laatste Duet heeft een knap capabele processor, 6x 4,5Amp stepperdrives aan boord en een koppeling over een kabel met een eventuele Raspberry Pi. Dat is eigenlijk enkel nog een kwestie van een CNC-gerelateerde userinterface.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Ja, ASA is best leuk spul.
Het begin pas echt leuk te worden met Nylon of Delrin (POM)
Het begin pas echt leuk te worden met Nylon of Delrin (POM)
Re: De DaBit-3D-kitspuit
ASA en ABS blijven geweldige materialen om verder te verwerken. Makkelijk te verlijmen, makkelijk te schuren, makkelijk te lakken, makkelijk te smoothen, niet te flexibel, maar flexibel genoeg om niet snel stuk te gaan. En als ik het degelijk en stijf wil hebben dan doet een paar U-kanaaltjes erin ontwerpen en daar wat strengen carbon+epoxy in werken wonderen.
Nylon wil ik inderdaad wel eens een rolletje van hebben. Eventueel vezelgevulde, die trekt minder. Leuk voor bijvoorbeeld de slijtplaten die ik onder de batterijen van de racedrones plaats. ABS en PC gaat te snel stuk, TPU glibbert me niet genoeg en 'hapt' als je wat schampt. Gefreesd HMPE bevalt daar nog het beste, maar is lastig even licht te krijgen want de binnenkant blijft massief.
Nylon zou wel een mooi materiaal zijn daarvoor. Maar ik kan me eigenlijk niet indenken dat dat een heel lastig materiaal gaat zijn om te printen?
POM is wel een rotzak inderdaad. Bleef met een sample stukje destijds niet vastzitten op het bed.
Polypropyleen heeft mijn interesse voor lichte, robuuste en RF transparante dingen. Schijnt ook geen makkelijke te zijn.
Nylon wil ik inderdaad wel eens een rolletje van hebben. Eventueel vezelgevulde, die trekt minder. Leuk voor bijvoorbeeld de slijtplaten die ik onder de batterijen van de racedrones plaats. ABS en PC gaat te snel stuk, TPU glibbert me niet genoeg en 'hapt' als je wat schampt. Gefreesd HMPE bevalt daar nog het beste, maar is lastig even licht te krijgen want de binnenkant blijft massief.
Nylon zou wel een mooi materiaal zijn daarvoor. Maar ik kan me eigenlijk niet indenken dat dat een heel lastig materiaal gaat zijn om te printen?
POM is wel een rotzak inderdaad. Bleef met een sample stukje destijds niet vastzitten op het bed.
Polypropyleen heeft mijn interesse voor lichte, robuuste en RF transparante dingen. Schijnt ook geen makkelijke te zijn.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
Ja, dat is een standaard truukje voor lastige plasticsoorten: gebruik een plaatje of folie van hetzelfde materiaal als ondergrond. Daar print je dan weer een 'raft' op; een redelijk makkelijk weg te halen structuur die dan de eigenlijke print draagt.
Dat zal voor POM ook wel werken. Mijn standaard 3DLAC-op-een-glasplaat deed de truuk in ieder geval niet, maar eerlijk is eerlijk, ik heb het ook niet erg hard geprobeerd.
Dat zal voor POM ook wel werken. Mijn standaard 3DLAC-op-een-glasplaat deed de truuk in ieder geval niet, maar eerlijk is eerlijk, ik heb het ook niet erg hard geprobeerd.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: De DaBit-3D-kitspuit
POM bed hechting is echt een ramp. Moet op een poreuse ondergrond en is mij nog niet echt gelukt. Neemt blijkbaar ook erg veel vocht op. Nylon krimpt erg en trekt snel los maar een plakkerige ondergrond is genoeg. Nylon delen print ik nu op 101% en dan kloppen de mat en weer :) Nylon print verbazend netjes valt mij op.
Re: De DaBit-3D-kitspuit
Ik bedoelde eigenlijk meer om een nieuw compleet werkstuk te maken, dat je de "dure" massieve delen zelf voorfreest en deze dan met de 3D printer aan elkaar "breit" maar dan zal de hechting denk ik niet echt super zijn ? Beter lijmen ?DaBit schreef: ↑27 jan 2020 00:18 Ja, dat is een standaard truukje voor lastige plasticsoorten: gebruik een plaatje of folie van hetzelfde materiaal als ondergrond. Daar print je dan weer een 'raft' op; een redelijk makkelijk weg te halen structuur die dan de eigenlijke print draagt.
Dat zal voor POM ook wel werken. Mijn standaard 3DLAC-op-een-glasplaat deed de truuk in ieder geval niet, maar eerlijk is eerlijk, ik heb het ook niet erg hard geprobeerd.
Re: De DaBit-3D-kitspuit
Ik bedoelde eigenlijk meer om een nieuw compleet werkstuk te maken, dat je de "dure" massieve delen zelf voorfreest en deze dan met de 3D printer aan elkaar "breit" maar dan zal de hechting denk ik niet echt super zijn ? Beter lijmen ?
Pom is een kunststof die niet goed te verlijmen is
heb je wel eens gedacht aan een kit die je kan gebruiken om het product op de plaat vast te houden
Hans
Pom is een kunststof die niet goed te verlijmen is
heb je wel eens gedacht aan een kit die je kan gebruiken om het product op de plaat vast te houden
Hans
Re: De DaBit-3D-kitspuit
Als je het blok zou verwarmen en de hoogte exact zou bepalen dan moet je prima verder kunnen smelten met de printer. Voor sommige onderdelen kan dat een prima oplossing zijn. Lijmen is altijd mogelijk maar soms enorm ingewikkeld. Voor Nylon en POM eigenlijk niet te doen. Veel eenvoudiger is het om schroef verbindingen te maken door bv moeren in de print te embedden (of later erin smelten).
