
Kjelt - dat is allemaal niet beter dan aluminium extrusies in de praktijk zijn.
(die hebben overigens een ISO/DIN die 0.5mm per meter garanderen zou maar dat is verder niet relevant want we weten hoe 't werkt in de praktijk - wat krom is gaat richting Nederland)
remon_v_CNC
Moderators: audiomanics, Moderators
Re: remon_v_CNC
Zo'n profiel is tig keer stijver dan zo'n plaat.
Je moet eerst ERGENS die plaat stukken uit zien te frezen - en dat frezen moet enorm nauwkeurig - om er een koker van te maken en ben daar nog niemand tegengekomen die dat goedkoop even voor je doet op die lengte. Dan moet je eindeloze rijen gaten boren en tappen en bouten erin - en je ontwerp moet ook stijf zijn - en dat lukt hier al bijna geen hond die voor 't eerst een gantry ontwerpt.
Je zadelt dan mensen met een 1000x groter probleem op dan als ze met wat extrusies gaan bouwen - die je feitelijk gewoon in elkaar kunt zetten - zo lang je maar niet IKEA bouwmethodieken hanteert (in elkaar zetten alvorens te meten - wie deed dat ook alweer hier?).
Re: remon_v_CNC
Kjelt - fiks wat aluminium extrusies daar zijn de interne krachten al behoorlijk uit gehaald direct na het vormingsproces van de extrusie.
Dus er is weinig verschil daar tussen je toolingplate en extrusies qua interne krachten - tenzij d'r weer een nieuwe grappenmaker op de markt is die alles weer goedkoper wil doen :)
Dus er is weinig verschil daar tussen je toolingplate en extrusies qua interne krachten - tenzij d'r weer een nieuwe grappenmaker op de markt is die alles weer goedkoper wil doen :)
-
andrefc101

- Donateur
- Berichten: 3724
- Lid geworden op: 26 dec 2007 08:39
- Locatie: Bergen op Zoom
- Contacteer:
Re: remon_v_CNC
Begint een beetje op stalken te lijken hier….
Re: remon_v_CNC
Onderplaat is besteld en wil daar graag gaten in frezen en tappen om later iets op te kunnen spannen.
Wat zou een goede h.o.h. maat zijn voor de gaten en welke M maat is het beste om te tappen? M6/M8/M10?
Of moet ik juist gaten pakken met verschillende M maten?
Als ik zo naar het Duits ontwerp kijk, lijkt het me M6 met een h.o.h. van 25mm (gokje)
Wat zou een goede h.o.h. maat zijn voor de gaten en welke M maat is het beste om te tappen? M6/M8/M10?
Of moet ik juist gaten pakken met verschillende M maten?
Als ik zo naar het Duits ontwerp kijk, lijkt het me M6 met een h.o.h. van 25mm (gokje)
Re: remon_v_CNC
De maat zou ik denk ik M6 of M8 kiezen, de afstand hangt sterk af van je spanmiddelen, als het ene gat het net niet haalt dan moet je vanaf het volgende gat die afstand kunnen overbruggen.remon_v schreef: ↑03 mei 2021 18:57 Onderplaat is besteld en wil daar graag gaten in frezen en tappen om later iets op te kunnen spannen.
Wat zou een goede h.o.h. maat zijn voor de gaten en welke M maat is het beste om te tappen? M6/M8/M10?
Of moet ik juist gaten pakken met verschillende M maten?
Als ik zo naar het Duits ontwerp kijk, lijkt het me M6 met een h.o.h. van 25mm (gokje)
Wat wel is aan te raden om ze in lijnen onder 45 graden te plaatsen, dus diagonaal over de tafel.
Ik zou ook aanraden om te kiezen voor heli-coils in die gaten, dat is toch wat robuuster, maar dat zou later ook nog kunnen als er een of meerdere gaten geen schroefdraad meer hebben.
Ook kunststof schroefjes of dekseltjes in die gaten is een optie om te zorgen dat de gaten niet dicht gaan zitten met spanen en stof.
Re: remon_v_CNC
Juist 1 van de 2 inderdaad.
Ik zat te denken aan zoiets, dan zou het M8 worden:
https://a.aliexpress.com/_mLcq0R7
Die zijn overigens makkelijk zelf te maken denk ik, maar even als voorbeeld.
Dit lijkt me goed om hout op te spannen... maar een machineklem zou ik ook graag kunnen gebruiken.
Goede tip, wat jij denk ik bedoelt het gaten patroon laten verspringen, soort van ruiten patroon.
Ook een goede tip! Ja eerst denk ik gewoon schroefdraad...
Juist, dekseltjes ontwerpen en 3D printen... zag ik bij Kars geloof ik.
Re: remon_v_CNC
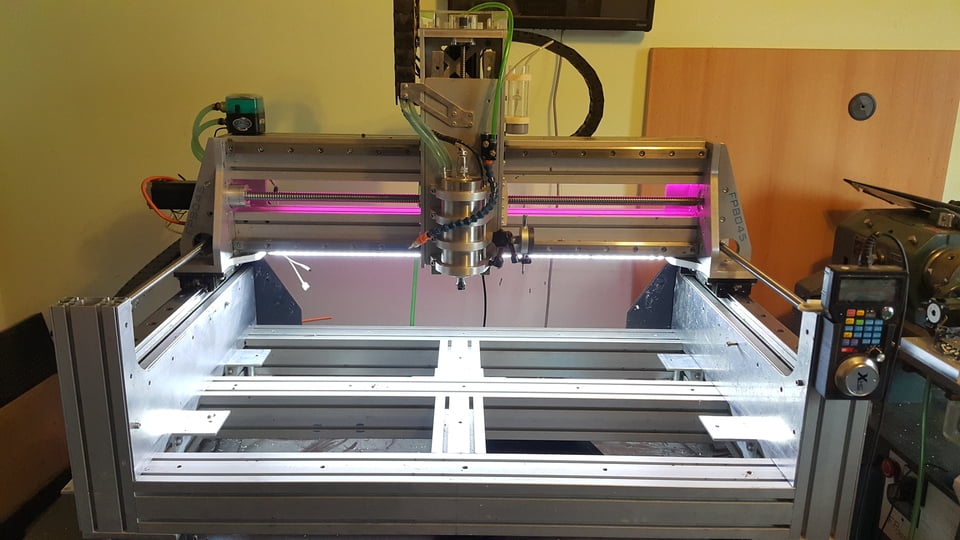
Hier een 25mm alu plaat als bed met m6 gaten met 30mm h.o.h gaten. Was m5 en dat is toch wat te klein, het veranderen naar m6 was al genoeg werk, van overal een helicoil indraaien ga je niet blij worden dus daar zou ik niet aan beginnen. Bevalt nu prima goed voor al het kleinere werk.

Re: remon_v_CNC
Kleine update:

De opspan gaatjes zijn getekend, heb nu M6 h.o.h. 50mm getekend. Dus al flink wat gaatjes zo. Diepte van de gaatjes zijn nu 12mm.
Verder nog wat kleine aanpassingen gedaan.
Vraagje, hoe kan ik nu het beste de motoren van Y-as en X-as monteren?
Via een koppeling, of via een riem en wat zijn de voor- en nadelen van de ene keuze t.o.v. de andere?
Persoonlijk vind ik via een riem mooier en wat praktischer... dan steken die motoren niet zo uit (maar dat is meer de praktische en esthetische kant).
De opspan gaatjes zijn getekend, heb nu M6 h.o.h. 50mm getekend. Dus al flink wat gaatjes zo. Diepte van de gaatjes zijn nu 12mm.
Verder nog wat kleine aanpassingen gedaan.
Vraagje, hoe kan ik nu het beste de motoren van Y-as en X-as monteren?
Via een koppeling, of via een riem en wat zijn de voor- en nadelen van de ene keuze t.o.v. de andere?
Persoonlijk vind ik via een riem mooier en wat praktischer... dan steken die motoren niet zo uit (maar dat is meer de praktische en esthetische kant).
Laatst gewijzigd door remon_v op 15 jun 2021 09:18, 1 keer totaal gewijzigd.
Re: remon_v_CNC
Met een tandriem is compacter, je zou de Y-as met een enkele motor kunnen aandrijven en je kunt de overbrengingsverhouding aanpassen. Ik vermoed wel dat je met een tandriem misschien wat speling zou kunnen introduceren en dat een directe koppeling met de motor daar minder last van heeft.
Heb je trouwens nu gewoon een plaat tooling plate besteld? Zonder freeswerk/gaten erin? Waar en wat heeft het gekost als ik mag vragen?
Heb je trouwens nu gewoon een plaat tooling plate besteld? Zonder freeswerk/gaten erin? Waar en wat heeft het gekost als ik mag vragen?

Re: remon_v_CNC
Ik heb ook een 50mm raster, had ik achteraf bekeken wat kleiner moeten doen.
Ik heb de gaten wel diep geboord; 25mm. Onder de plaat zit direct de electra, dus daarom wilde ik niet doorboren, anders had ik dat gedaan.
Met die 25mmben ik wel heel blij mee, zeker met kikkers moeten de boutjes er soms toch wat dieper in. Alternatief is boutjes die per 5mm oplopen kwa lengte, ook niet handig.
Een goede uitlijning en koppeling is het meest nauwkeurige met het minste inertie, en het goedkoopste ook. Tandriem is wel praktischer en je hoeft niet perse 1:1 te gebruiken.Vraagje, hoe kan ik nu het beste de motoren van Y-as en X-as monteren?
Via een koppeling, of via een riem en wat zijn de voor- en nadelen van de ene keuze t.o.v. de andere?
Persoonlijk vind ik via een riem mooier en wat praktischer... dan steken die motoren niet zo uit (maar dat is meer de praktische en esthetische kant).
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
