
Bouw epoxybeton/staal freesmachine
Moderators: audiomanics, Moderators
Re: Bouw epoxybeton/staal freesmachine
Maar de grote vraag is nog steeds.... WAT is het eigenlijk ;)
Ik heb alleen Koffie nodig op dagen die eindigen op een G.
Re: Bouw epoxybeton/staal freesmachine
Wordt dit trouwens het langste topic ?

Re: Bouw epoxybeton/staal freesmachine
Geen idee wat de standaard is eigenlijk. Bedoel je 40% van de freesdiameter als snedebreedte? Daar schiet ik weinig mee op, want dan moet het toerental en voeding ook omlaag. En mijn spindel is dan wel meer een 'midden-toeren' gevalletje dan een heel hoogtoerige, maar beneden de 1500-2000rpm loopt het beschikbare koppel alsnog terug.andrefc101 schreef:Waarom niet (ruw)frezen met 40%D, das toch een beetje een standaard?
Voor een portaalfrees is het een degelijke, maar het is nog steeds een machientje van slechts een paar honderd kilo he?Kan jou machine toch makkelijk hebben lijkt mij?
[quote\Als je met en gemiddeld (Android) appie de toerentallen en de snijparameters invult kom je och een aardig eind in die richting.[/quote]
Android appie zegt voor een 12mm wisselplaatfrees met 1 AlTiN gecoate VHM snijplaat onder 5 graden hoek (die heb ik even gegokt) in warmgewalst staal:
- 4,8mm breed (40%D), 5mm diep 6400rpm, 330mm/min, 8,6cm3/min MRR
- 2,5mm breed, 5mm diep zegt-ie 8628rpm, 822mm/min voeding, 10,28cm3/min MRR.
Foezelfactoren voor reductie voeding/toerental die mijn machine en gereedschap prettig vind zijn al meegerekend, dus jij zou hoger uitkomen.
Als de tand minder lang contact maakt met het materiaal en langer in de lucht zweeft mag-ie een hogere snijsnelheid. Je moet er dan alleen wel verdomd zeker van zijn dat die frees nergens een forse piek in de belasting tegenkomt. Daar is die moderne CAM-software wel goed in, als je tenminste weet hoe je die in moet stellen, fwiet-fwiet.
Mijn snijparameters zijn dus nog aardig conservatief. Maar het was ook de eerste keer dat ik die frees gebruikte, en ik geloof niet dat spul van $22 te vergelijken is met spul van een echt merk. Buiten dat scheelt het effectief in tijd ook niks als je een zo'n dingetje maakt. En zou ik er meer maken dan nog niet; gereedschapje wisselen, nullen, gaten tappen met het wringijzertje, etc. kost meer tijd dan het frezen.
Ik heb iets van 3,5Nm aan koppel tussen 1500-9000rpm geloof ik. Da's niet weinig, maar als je gaat rommelen met snijplaatjes+houders of ruwfrezen dan zijn die Nm's gauw op. Buiten dat gaat het vroeg of laat nog steeds gewoon rammelen, en dat vind VHM niet leuk.De belasting van je machine/spindel in Nm's zal toenemen, maar dat mag toch geen probleem zijn….
Ja. Ik had er nog voor kunnen kiezen om niet alles weg te frezen; ruimte genoeg voor de spanen is ruimte genoeg voor de spanen. Maar dat beetje wat er dan nog blijft staan, ach. Gewoon weghakken, weer iets waar je je niet druk over hoeft te maken en zoveel tijd extra kost het niet.hugo stoutjesdijk schreef: En dan is deze methode met alleen lucht, behoorlijk betrouwbaar voor wat betreft het probleemloze aflopen van je programma, toch erg mooi.
Met 12mm gecoate VHM frezen wacht ik wel even totdat ik wat gewend ben aan de machine en geen gremlins meer tegenkom in de vorm van machineklemmen die aan de wandel gaan e.d. Als ik vind dat ik zo'n frees nodig heb dan koop ik 'm wel, maar eerst eens lekker eigenwijs zijn.met een VHM gespiraliseerde frees had het in 1x 12mm diep gekunt, maar dat was niet binnen het budget ( geloof ik )
Ja, daar ben ik het 101% mee eens. Voor hobbymachines is er niks beters. Je kunt met een MDF machine ook nog staal verspanen als je zou willen, mits die maar spelingsvrij is.en dan met die mooie (helicoidaal ?) freestechnologie. Die toch wel ideaal is voor hoge toeren en ook minder stabiele machine's.
Van de warmte moet je zowiezo af, dus weg met die spanen. En op de een of andere manier wil die combinatie 'weg met de spanen' en 'vol door het materiaal' bij mij nooit zo soepel en levert dat wel eens 'oeps' op.andrefc101 schreef:Dat ben ik met je eens Hugo, maar de moderne VHM met AlTiN coating kunnen ook zonder koeling door vol materiaal, met een beetje lucht is het dan helemaal super.
Als ik de kans krijg dan heb ik graag wat ruimte rondom de frees.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Bouw epoxybeton/staal freesmachine
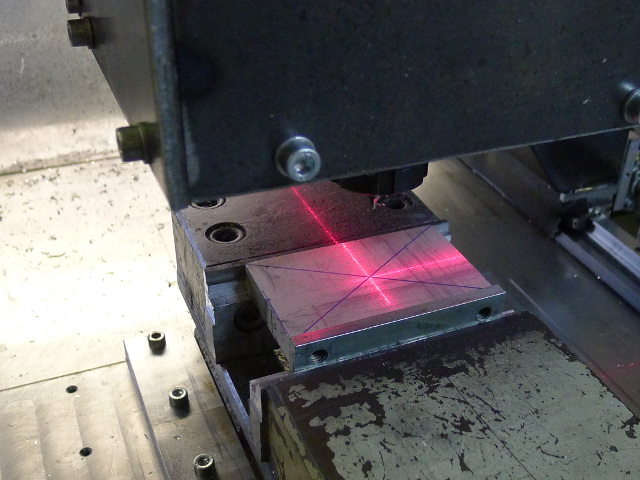
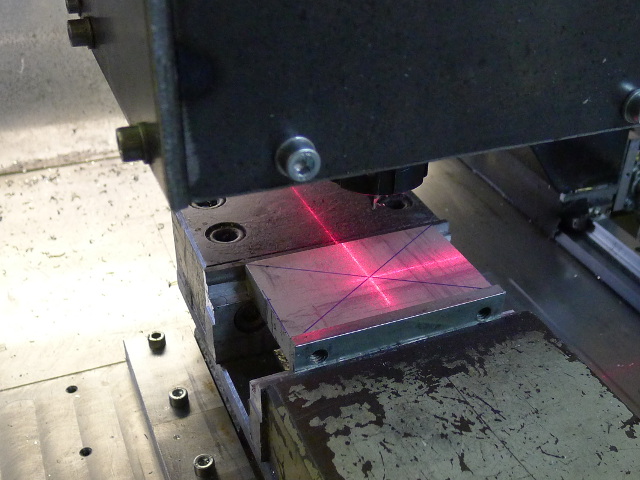
Een feature die ik eigenlijk op de machine bouwde omdat ik ze toch had liggen verstoffen maar niet omdat ik ze zo noodzakelijk vond waren die lijnlasertjes.
Maar stiekum ben ik er best blij mee en gebruik ik die knap veel. Als ik iets uit een blokje hak is het een kwestie van blokje een fractie te groot zagen, even twee diagonale lijntjes tekenen, kruislijnlaser aanzetten en mikken op het kruispunt van de lijntjes, en X en Y op de gewenste waarden zetten/nullen.
De 17mm wisselplaatfrees voor aluminium doet het ook uitstekend. Eigenlijk werkt het in aluminium nog beter dan in staal. Die frees heeft 2 snijplaatjes en is niet veel langzamer dan een spiraalfrees.
Tweemaal hetzelfde deeltje gemaakt (ik moest er twee hebben), eentje ruwfrezen met de wisselplaatfrees en de contour met een 8mm 2-snijder, de ander beiden ruwfrezen en afwerken met de 2-snijder.
Bij gelijke snijsnelheid loopt de wisselplaatfrees het lekkerste met wat meer voeding en koeling en wat minder diepe laagjes tov de spiraalfrees, verder zijn ze redelijk te vergelijken. Vlakfrezen gaat met die 17mm frees wel een stuk rapper uiteraard
Maar stiekum ben ik er best blij mee en gebruik ik die knap veel. Als ik iets uit een blokje hak is het een kwestie van blokje een fractie te groot zagen, even twee diagonale lijntjes tekenen, kruislijnlaser aanzetten en mikken op het kruispunt van de lijntjes, en X en Y op de gewenste waarden zetten/nullen.
De 17mm wisselplaatfrees voor aluminium doet het ook uitstekend. Eigenlijk werkt het in aluminium nog beter dan in staal. Die frees heeft 2 snijplaatjes en is niet veel langzamer dan een spiraalfrees.
Tweemaal hetzelfde deeltje gemaakt (ik moest er twee hebben), eentje ruwfrezen met de wisselplaatfrees en de contour met een 8mm 2-snijder, de ander beiden ruwfrezen en afwerken met de 2-snijder.
Bij gelijke snijsnelheid loopt de wisselplaatfrees het lekkerste met wat meer voeding en koeling en wat minder diepe laagjes tov de spiraalfrees, verder zijn ze redelijk te vergelijken. Vlakfrezen gaat met die 17mm frees wel een stuk rapper uiteraard
Laatst gewijzigd door DaBit op 25 jan 2019 13:09, 1 keer totaal gewijzigd.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
Swets

- Berichten: 2662
- Lid geworden op: 09 feb 2007 21:49
- Locatie: krimpen aan den IJssel
- Contacteer:
Re: Bouw epoxybeton/staal freesmachine
jij heb lasers, ik heb een webcam... en een plugin in mach3....
op dat cam beeld is een kruis getekend, net als jouw lasers....
werkt ook lekker....
kruis richten, en op een knop drukken.... de eerste keer heb ik met een punt freesje een heel klein puntje gefreest op 0,0 , om de cam te kalibreren..., daarna via het cam beeld het kruis op het puntje ge jog.... en dan kijken hoeveel ja ge jog heb... , en dat zijn je offset waarde....
ik heb ook nog zo microscoop cam leggen... daar wil ik het ook eens mee gaan proberen....
in het cam beeld kan je ook cirkels laten tekenen op het kruis... als je wil uitlijnen op een gat....
werkt echt super lekker... en ziet er ook lekker interessant uit.... :-) lasers ook natuurlijk... ik heb ook nog 2 van die lijnlasers leggen.... misschien er ook eens opbouwen...
edit: vooral met frees werk aan 2 kanten.... ik maak ergens een gat in me werk... onthoud daar de coördinaten van... (voor beide kanten...) ik zorg dat ik altijd 1 haakse kant heb...
dus 1 kant frezen... werk omdraaien. met de cam via dat bestaande gat , de x en de y weer goed zetten, z-as nullen... en frezen maar....
edit2: wat ook makkelijk is met de cam is controleren of je z-as wel recht op en neer loopt.... want het kruis op het beeld moet natuurlijk op het puntje blijven staan.... gebeurd dat niet, zit je cam niet recht... of je z-as loopt schuin..... dus misschien een bus draaien van 43mm .. met zo microscoop cam er in... kan je in je freesklem zetten... om je z-as te checken...
op dat cam beeld is een kruis getekend, net als jouw lasers....
werkt ook lekker....
kruis richten, en op een knop drukken.... de eerste keer heb ik met een punt freesje een heel klein puntje gefreest op 0,0 , om de cam te kalibreren..., daarna via het cam beeld het kruis op het puntje ge jog.... en dan kijken hoeveel ja ge jog heb... , en dat zijn je offset waarde....
ik heb ook nog zo microscoop cam leggen... daar wil ik het ook eens mee gaan proberen....
in het cam beeld kan je ook cirkels laten tekenen op het kruis... als je wil uitlijnen op een gat....
werkt echt super lekker... en ziet er ook lekker interessant uit.... :-) lasers ook natuurlijk... ik heb ook nog 2 van die lijnlasers leggen.... misschien er ook eens opbouwen...
edit: vooral met frees werk aan 2 kanten.... ik maak ergens een gat in me werk... onthoud daar de coördinaten van... (voor beide kanten...) ik zorg dat ik altijd 1 haakse kant heb...
dus 1 kant frezen... werk omdraaien. met de cam via dat bestaande gat , de x en de y weer goed zetten, z-as nullen... en frezen maar....
edit2: wat ook makkelijk is met de cam is controleren of je z-as wel recht op en neer loopt.... want het kruis op het beeld moet natuurlijk op het puntje blijven staan.... gebeurd dat niet, zit je cam niet recht... of je z-as loopt schuin..... dus misschien een bus draaien van 43mm .. met zo microscoop cam er in... kan je in je freesklem zetten... om je z-as te checken...
http://www.arjan-swets.com (met cnc filmpjes)
Re: Bouw epoxybeton/staal freesmachine
Ik heb ook zo'n microscoopcameraatje, en zelfs al een USB-aansluiting voor dat ding op de Z-as kolom zitten. Cameraatje had ik op de BF20 al.
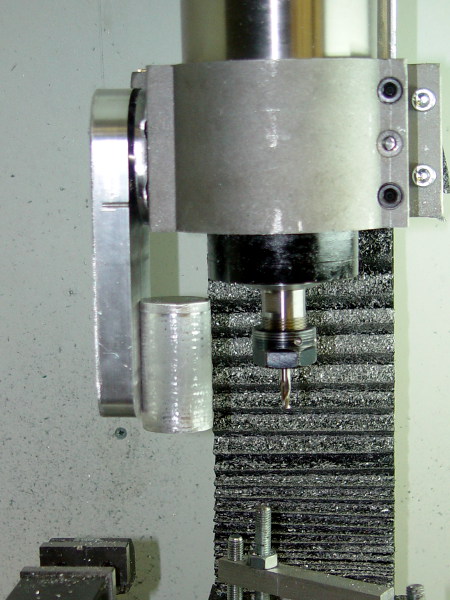
Maar ik moet nog ergens een stukje van 200mm oid vierkante geleiderail en een karretje zien te vinden. Dan monteer ik het plaatje met de 3 V-groeven op dat karretje, en kan ik de tool die ik eraan hang uit de weg schuiven. Op de BF20 was het 'okee, positioneren gedaan, nu frezen, maar waar laat ik die camera nou?'
Maar voor grof positioneringswerk is die te fijngevoelig; dit zijn twee maatstreepjes van een schuifmaat:

Voor dat groffe positioneringswerk wat er een millimetertje naast mag zitten (nulpunt opzoeken, plankje hout haaks leggen voor het vastkikkeren) is dat laserkruis het uurtje extra teken- en freeswerk royaal waard.
Maar ik moet nog ergens een stukje van 200mm oid vierkante geleiderail en een karretje zien te vinden. Dan monteer ik het plaatje met de 3 V-groeven op dat karretje, en kan ik de tool die ik eraan hang uit de weg schuiven. Op de BF20 was het 'okee, positioneren gedaan, nu frezen, maar waar laat ik die camera nou?'
Maar voor grof positioneringswerk is die te fijngevoelig; dit zijn twee maatstreepjes van een schuifmaat:
Voor dat groffe positioneringswerk wat er een millimetertje naast mag zitten (nulpunt opzoeken, plankje hout haaks leggen voor het vastkikkeren) is dat laserkruis het uurtje extra teken- en freeswerk royaal waard.
Laatst gewijzigd door DaBit op 25 jan 2019 13:10, 1 keer totaal gewijzigd.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
-
Swets
- Berichten: 2662
- Lid geworden op: 09 feb 2007 21:49
- Locatie: krimpen aan den IJssel
- Contacteer:
Re: Bouw epoxybeton/staal freesmachine
Dat 3-point Align en 4-point align, is dat je assenstelsel draaien tov 3 of 4 punten?
dat ben ik nog aan het uitvogelen op mach3...
http://www.cooperman.talktalk.net/files ... age410.htm
althans uitvogelen.... op deze pagina wordt het uitgelegd... geloof ik...
dat ben ik nog aan het uitvogelen op mach3...
http://www.cooperman.talktalk.net/files ... age410.htm
althans uitvogelen.... op deze pagina wordt het uitgelegd... geloof ik...
http://www.arjan-swets.com (met cnc filmpjes)
Re: Bouw epoxybeton/staal freesmachine
Nee, 'rotate coordinate system' is coordinaatsysteem roteren door 2 punten langs X of Y te pakken. Dus plaatje ligt scheef, ik tik 2 punten op een rand aan en het coordinaatsysteem word geroteerd dat dat recht is.
'3-point align' pakt 3 coordinaten en berekent het middelpunt, 4-point doet hetzelfde voor 4 punten. 3 punten gebruik ik voor centeren op een gat, 4 punten voor centeren op een vierkant/zeskant.
Al die code moet overigens nog eens overgepompt worden naar de nieuwe machine. Ik heb inmiddels een ELO 19" touchscreen met resolutie van 1440x900 meen ik (die Philips was een schitterende monitor, maar het touchscreen was k*t). Breedbeeld, dus mooi nog een beetje ruimte voor wat knopjes.
'3-point align' pakt 3 coordinaten en berekent het middelpunt, 4-point doet hetzelfde voor 4 punten. 3 punten gebruik ik voor centeren op een gat, 4 punten voor centeren op een vierkant/zeskant.
Al die code moet overigens nog eens overgepompt worden naar de nieuwe machine. Ik heb inmiddels een ELO 19" touchscreen met resolutie van 1440x900 meen ik (die Philips was een schitterende monitor, maar het touchscreen was k*t). Breedbeeld, dus mooi nog een beetje ruimte voor wat knopjes.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Bouw epoxybeton/staal freesmachine
Spanen op de Y-as geleiding en kogelomloop is toch een 'probleem'. Tot nu toe leg ik er een paar doeken overheen die ik met een stukje ducttape vastzet aan de brug en tafel. Doet de truuk wel, maar heel praktisch is toch anders en katoen+hete staalspanen is ook geen beste combinatie.
Maar eens de decoupeerzaag in een stukje zincor plaat gezet en in de bankschroef gebogen:
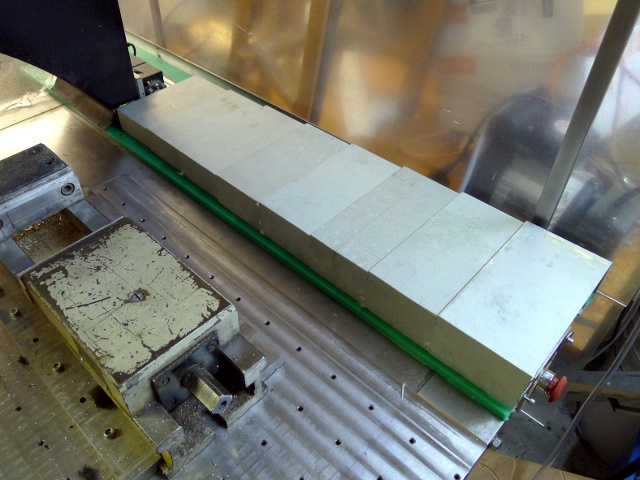
De geleiders/afdichtingen zijn strookjes plak-onder-je-stoel vilt. Aan de bovenkant wat dikker en harder, aan de zijkanten dun en veel te fluffy (daar moet ik nog dun&stug vilt voor vinden). Bij het uitschuiven blijven de strookjes vilt achter elkaar hangen en zo neemt segment 1 segment 2 mee. Het spul is overigens nog niet helemaal klaar; plaatwerk vooraan en achteraan moet nog.
De U-tjes schuiven over 2 stroken Werkstoff-S (UHMWPE) en komen behalve de eerste en de laatste niet vast te zitten. Of althans, dat is het plan. Want als je zoiets maakt moet je er of verdraaid zeker van zijn dat er niets onderdoor kan, of je moet de mogelijkheid hebben om er een keer met de stofzuiger onderdoor te kunnen. Ik kies de laatste optie, en dan is gewoon die U-tjes op kunnen tillen wel zo handig. Maar mocht het niet lekker schuiven dan zal er een schaar in moeten.
1 segment van deze telescoop is overigens te lang voor als de frees voor de tafel staat, maar als ik de segmenten korter maak heb ik er wel heel veel nodig. Dat 'voor de tafel frezen' komt zelden voor, dus ik denk dat ik de eindkap vooraan eens met magneetjes vastzet. Komt de frees zo ver naar voren, dan klikt dat los.
Maar eens de decoupeerzaag in een stukje zincor plaat gezet en in de bankschroef gebogen:
De geleiders/afdichtingen zijn strookjes plak-onder-je-stoel vilt. Aan de bovenkant wat dikker en harder, aan de zijkanten dun en veel te fluffy (daar moet ik nog dun&stug vilt voor vinden). Bij het uitschuiven blijven de strookjes vilt achter elkaar hangen en zo neemt segment 1 segment 2 mee. Het spul is overigens nog niet helemaal klaar; plaatwerk vooraan en achteraan moet nog.
De U-tjes schuiven over 2 stroken Werkstoff-S (UHMWPE) en komen behalve de eerste en de laatste niet vast te zitten. Of althans, dat is het plan. Want als je zoiets maakt moet je er of verdraaid zeker van zijn dat er niets onderdoor kan, of je moet de mogelijkheid hebben om er een keer met de stofzuiger onderdoor te kunnen. Ik kies de laatste optie, en dan is gewoon die U-tjes op kunnen tillen wel zo handig. Maar mocht het niet lekker schuiven dan zal er een schaar in moeten.
1 segment van deze telescoop is overigens te lang voor als de frees voor de tafel staat, maar als ik de segmenten korter maak heb ik er wel heel veel nodig. Dat 'voor de tafel frezen' komt zelden voor, dus ik denk dat ik de eindkap vooraan eens met magneetjes vastzet. Komt de frees zo ver naar voren, dan klikt dat los.
Laatst gewijzigd door DaBit op 25 jan 2019 13:10, 1 keer totaal gewijzigd.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Bouw epoxybeton/staal freesmachine
Stug vilt:
action, zelfklevende plaatjes van een mm of 4 dik 10x15cm geloof ik. Kosten iets van 2 euro stuk.
action, zelfklevende plaatjes van een mm of 4 dik 10x15cm geloof ik. Kosten iets van 2 euro stuk.
Ik heb alleen Koffie nodig op dagen die eindigen op een G.
-
hugo stoutjesdijk

- Donateur
- Berichten: 12045
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: Bouw epoxybeton/staal freesmachine
Voor een decoupeerzaag / bankschroef project ziet het er verdraait strak uit.
Hoe dik is die zinkor plaat, 0.8 of zo ?
Hoe dik is die zinkor plaat, 0.8 of zo ?
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
Re: Bouw epoxybeton/staal freesmachine
Ja, die 4mm dik had ik ook gevonden, en gebruik ik aan de bovenkant. Mooie dikte, haakt lekker achter elkaar.hrscharft schreef: action, zelfklevende plaatjes van een mm of 4 dik 10x15cm geloof ik. Kosten iets van 2 euro stuk.
Aan de zijkant is 4mm wat aan de dikke kant; de breedte van de telescoop groeit dan elk segment met ~10mm; beetje veel. Daar had ik dus dunner vilt voor, type 'voor in lades'. Maar dat is heel zacht en wollig spul met een hoge aaibaarheidsfactor en niet degelijk genoeg in dunne stripjes.
Daar moet ik dus wat anders op vinden. Dat lukt wel als ik er naar zoek.
Ik heb wel een beetje gesmokkeld: de buiglijn heb ik een haal met de slijptol gegeven om er zeker van te zijn dat-ie ook buigt waar ik het hebben wil, en voor het zagen heb ik een geleidelatje op de zincor plaat gelijmklemd waarlangs ik de decoupeerzaag beweeg. Niet dat dat overal even goed gewerkt heeft; soms heeft die zaag toch een eigen willetje.hugo stoutjesdijk schreef:Voor een decoupeerzaag / bankschroef project ziet het er verdraait strak uit.
Hoe dik is die zinkor plaat, 0.8 of zo ?
Zincor plaat zal inderdaad iets van 0,8mm zijn. Niet nagemeten eigenlijk. Spul is in ieder geval boterzacht.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'

Re: Bouw epoxybeton/staal freesmachine
normaal zit er onder dit soort beschermingen toch zoiets :DaBit schreef:Daar had ik dus dunner vilt voor, type 'voor in lades'. Maar dat is heel zacht en wollig spul met een hoge aaibaarheidsfactor en niet degelijk genoeg in dunne stripjes.
Daar moet ik dus wat anders op vinden. Dat lukt wel als ik er naar zoek.
http://www.mevrouwdeuil.nl/image/cache/ ... 00x700.JPG
{kind=link}
met dan de draaipunten in het midden bevestigd aan de kappen
edit -

universeel is gemaakt om nergens op te passen...
-
Arie Kabaalstra

- Donateur
- Berichten: 13485
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Bouw epoxybeton/staal freesmachine
Vaak wel... maar een bridgeport VMC 800.. die had dat niet.. maar die geleiding bestond ook uit niet meer dan 3 delen.. als de tafel een lange slag maakte.. hoorde je nog wel eens "TOK!" als een deel van de afscherming tegen het eind liep , en meegenomen werd door het volgende deel. mankeert niets aan.. als het maar soepel loopt
