Nu ben ik wel al een heel eind verder, maar nog steeds niet zoals het zou moeten.
Dit is een heel eenvoudig CAMBAM bestandje:
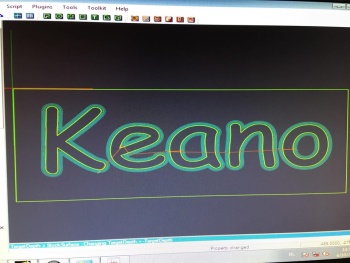
Dit is dat hetzelfde bestandje in MACH3:
En dit is het resultaat uiteindelijk (ik heb de foutjes al omcirkelt):

Wat zou er fout gaan???, volgens mij moet het een instelling zijn die niet goed is geconfigureerd ofzo.
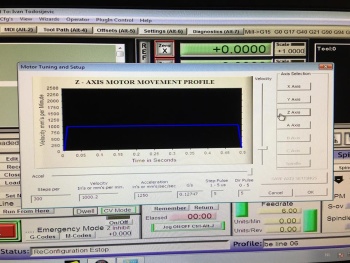
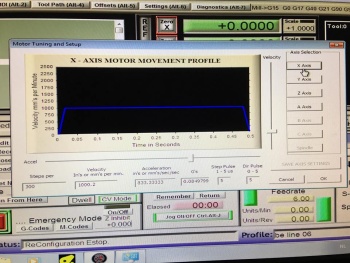
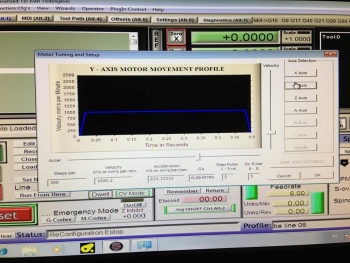
Hier alvast een paar foto's van het soort stappenmotortjes die op de machine zitten en een paar instellingen van de "motor tuning":