
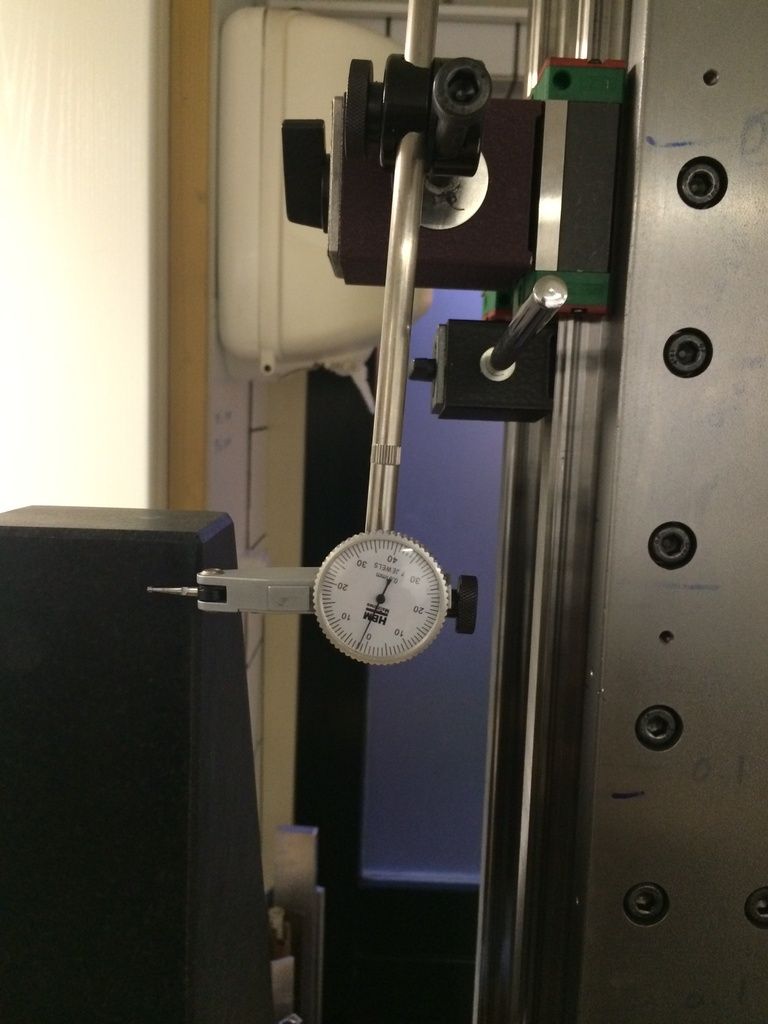
Die bouten zitten in het midden.
De onderste en bovenste die draai ik vast is alles op 0,005
Draai ik er 1 tussen dan bij aantrekken gaat ie 0,02 om.
Bouten zet ik vast met de moment sleutel op 12nm zijn M6 bouten
Nu heb ik de linker met veel geklooi op 0,018 gekregen helaas wel in het midden.
En toen de rechter uitgelijnd maar dan gemeten op de meet kant van de rail en die staat nu op 0,01 evenwijdig.
Maar de haaksheid tov de z as op Y as is op me werk bereik 0,008 haaks over 240mm
Ik doe er denk nu maar even niks meer aan en bouw eerst de rest af en dan nog eens meten.
Als er nog tips zijn graag.
Mijn cnc project
Moderators: audiomanics, Moderators
-
mickomatsu
- Berichten: 380
- Lid geworden op: 29 sep 2010 20:58
- Contacteer:
Re: Mijn cnc project
Als je iets wilt meten, moet je er voor zorgen dat je ook werkelijk meet wat je wilt meten.
Van de zes vrijheidsgraden (3 translaties, en 3 rotaties) wil je er een meten, in dit geval de translatie over de as loodrecht op de foto (dus naar je toe en van je af).
Dat doe je ook, echter is je opstelling zo dat je ook nog twee andere waardes tegelijkertijd aan het meten bent.
Te weten: rotatie over de horizontale as door de loopwagen, en rotatie over de verticale as door de loopwagen.
Als je niet weet hoe groot de invloed van de twee rotaties op je meting zijn, dan is deze meting niet erg zinvol.
Het is wel te meten, maar vraagt inzicht en spullen, en is niet makkelijk om hier zonder kans op onduidelijkheid kort te verwoorden.
Het is ook niet voor niets dat veel fabrikanten de rail klemmen tegen een nauwkeurig bewerkte aanslagkant.
Ik hoop toch dat je hier wat mee kunt.
Van de zes vrijheidsgraden (3 translaties, en 3 rotaties) wil je er een meten, in dit geval de translatie over de as loodrecht op de foto (dus naar je toe en van je af).
Dat doe je ook, echter is je opstelling zo dat je ook nog twee andere waardes tegelijkertijd aan het meten bent.
Te weten: rotatie over de horizontale as door de loopwagen, en rotatie over de verticale as door de loopwagen.
Als je niet weet hoe groot de invloed van de twee rotaties op je meting zijn, dan is deze meting niet erg zinvol.
Het is wel te meten, maar vraagt inzicht en spullen, en is niet makkelijk om hier zonder kans op onduidelijkheid kort te verwoorden.
Het is ook niet voor niets dat veel fabrikanten de rail klemmen tegen een nauwkeurig bewerkte aanslagkant.
Ik hoop toch dat je hier wat mee kunt.
-
mickomatsu
- Berichten: 380
- Lid geworden op: 29 sep 2010 20:58
- Contacteer:
Re: Mijn cnc project
Hallo linki
Ja dat idee had ik dus ook al.
Ik meet dus eigenlijk de tolerantie van de hiwin wagen mee in de meting ( zeg ik het goed)
Het probleem is dus hoe kan ik dit nu meten die verplaatsing zonder die wagen op de rail?
Tolerantie van deze hiwin wagens zijn 0,02 geloof ik uit me hoofd.
Zou je het kunnen meten met een granieten meetstatief?
Of wordt het dan nog onzuiverder?
Grt michel
Ja dat idee had ik dus ook al.
Ik meet dus eigenlijk de tolerantie van de hiwin wagen mee in de meting ( zeg ik het goed)
Het probleem is dus hoe kan ik dit nu meten die verplaatsing zonder die wagen op de rail?
Tolerantie van deze hiwin wagens zijn 0,02 geloof ik uit me hoofd.
Zou je het kunnen meten met een granieten meetstatief?
Of wordt het dan nog onzuiverder?
Grt michel
Laatst gewijzigd door mickomatsu op 28 mar 2015 10:01, 1 keer totaal gewijzigd.
-
hugo stoutjesdijk

- Donateur
- Berichten: 12053
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: Mijn cnc project
Als je een strip schroeft tussen die 2 wagentjes wordt het al een stuk beter denk ik.
( de invloed van de wagentjes, het resultaat kan ik niet over zeggen )
)
En je klokje zo kort mogelijk bij je karretje, hoe langer de arm hoe meer effect bij verdraaiing.
( de invloed van de wagentjes, het resultaat kan ik niet over zeggen
En je klokje zo kort mogelijk bij je karretje, hoe langer de arm hoe meer effect bij verdraaiing.
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
Re: Mijn cnc project
Meet 4 wagentjes tegelijk Michel.
@hugo deze wagentjes hebben error 0.1 mm, en zijn dus eigenlijk ontworpen om met zijn 4-en samen te werken, volgens de hiwin folder, want alleen als je er 4 samen gebruikt is de error rond de 7 micrometer afwijking haalbaar, als die rails zo recht zouden zijn althans.
@hugo deze wagentjes hebben error 0.1 mm, en zijn dus eigenlijk ontworpen om met zijn 4-en samen te werken, volgens de hiwin folder, want alleen als je er 4 samen gebruikt is de error rond de 7 micrometer afwijking haalbaar, als die rails zo recht zouden zijn althans.
-
mickomatsu
- Berichten: 380
- Lid geworden op: 29 sep 2010 20:58
- Contacteer:
Re: Mijn cnc project
Dat is wel een goed idee om ze als complete set te monteren en dan te meten.
Dan zal ik eerst die montage plaat moeten maken voor de Z as.
Ga nog even klooien en hou jullie op de hoogte.
Grt michel
Dan zal ik eerst die montage plaat moeten maken voor de Z as.
Ga nog even klooien en hou jullie op de hoogte.
Grt michel

Re: Mijn cnc project
Dat zijn ze niet. Hoeft ook niet.diepchess schreef:als die rails zo recht zouden zijn althans.
Die rails hebben 2 referentievlakken. Eentje aan de onderkant, eentje aan de zijkant. Het is de bedoeling dat je de rails met die referentievlakken tegen een vlakke ondergrond en vlakke zijkant schroeft met het aangegeven koppel op de boutjes. Pas dan is je rail recht en voldoet-ie aan de specificatie die de fabrikant opgeeft.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Mijn cnc project
http://www.hiwin.com/pdf/lg/HG%20Accuracy.pdf
Dus ik herinner me iets van dat zijn staal op 3 micrometer is vlakgeslepen, maar de HGH goedkoopste rails in dit voorbeeldje heeft vanaf 0.5 meter een error van 0.02mm tot 0.022mm. Zie tabel 2-1-11 "running parallellism".
Whatever that may mean...
Dus ik herinner me iets van dat zijn staal op 3 micrometer is vlakgeslepen, maar de HGH goedkoopste rails in dit voorbeeldje heeft vanaf 0.5 meter een error van 0.02mm tot 0.022mm. Zie tabel 2-1-11 "running parallellism".
Whatever that may mean...
-
mickomatsu
- Berichten: 380
- Lid geworden op: 29 sep 2010 20:58
- Contacteer:
Re: Mijn cnc project
Dan heb ik een probleem denk ik want ik heb wel een vlak montage vlak alleen geen vlakke zijkant.DaBit schreef:Dat zijn ze niet. Hoeft ook niet.diepchess schreef:als die rails zo recht zouden zijn althans.
Die rails hebben 2 referentievlakken. Eentje aan de onderkant, eentje aan de zijkant. Het is de bedoeling dat je de rails met die referentievlakken tegen een vlakke ondergrond en vlakke zijkant schroeft met het aangegeven koppel op de boutjes. Pas dan is je rail recht en voldoet-ie aan de specificatie die de fabrikant opgeeft.
Dit heb ik zo gedaan zodat ik ze nog kan uitlijnen.
Maar hier dus nooit aangedacht.
Iemand een idee omdat nog op te lossen.
Re: Mijn cnc project
Ze hoeven ook niet tegen een aanslag. Het vergemakkelijkt het uitlijnen maar het kan ook zonder. Wel bestaat de kans dat als je crasht je de boel terug moet uitlijnen maar das mss sowieso niet slecht om dan eens te controleren. Je kan die granieten hoek perfect gebruiken als referentie.
je moet alleen zorgen dat je niet de torsie van de rail mee meet. Dus eerst de kop monteren om de 4 karretjes "uit te middelen".
Je kan ook van op de granieten haak meten naar de kop. Je weet dat die hoek ni getordeerd is dan heb je daar al geen last van.
Ik controleerde met een waterpas op de karretjes of die niet getordeerd waren. Als ik met de meetklok van op een karretje aan het meten was. Maar dan lag de z horizontaal.
Wat uiteindelijk telt is de spindel tov de tafel. Best dus ook zo meten denk ik.
je moet alleen zorgen dat je niet de torsie van de rail mee meet. Dus eerst de kop monteren om de 4 karretjes "uit te middelen".
Je kan ook van op de granieten haak meten naar de kop. Je weet dat die hoek ni getordeerd is dan heb je daar al geen last van.
Ik controleerde met een waterpas op de karretjes of die niet getordeerd waren. Als ik met de meetklok van op een karretje aan het meten was. Maar dan lag de z horizontaal.
Wat uiteindelijk telt is de spindel tov de tafel. Best dus ook zo meten denk ik.
Wanneer iets perfect dezelfde maat heeft, dan gebruik je geen nauwkeurig genoeg meettoestel.
-
hugo stoutjesdijk
- Donateur
- Berichten: 12053
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: Mijn cnc project
Wanneer je een strip neemt, evenwijdig geslepen, en die tussen de 2 geleiders monteert.
Dan moet je aan de andere kant van de rails nog drukstukjes hebben om de rails tegen de lijst te drukken.
Het probleem nu is natuurlijk dat de afstand tussen wagentje en bodem erg klein is voor een lijst er tussen. Maar misschien kun je daar zelf iets voor verzinnen.
Als je van de betere leveranciers het montage voorschrift bekijkt zul je die montage methode terugvinden. ( met een geslepen aanlegvlak dan natuurlijk)
Dan moet je aan de andere kant van de rails nog drukstukjes hebben om de rails tegen de lijst te drukken.
Het probleem nu is natuurlijk dat de afstand tussen wagentje en bodem erg klein is voor een lijst er tussen. Maar misschien kun je daar zelf iets voor verzinnen.
Als je van de betere leveranciers het montage voorschrift bekijkt zul je die montage methode terugvinden. ( met een geslepen aanlegvlak dan natuurlijk)
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
Re: Mijn cnc project
Dat betekent wat er staat...diepchess schreef:maar de HGH goedkoopste rails in dit voorbeeldje heeft vanaf 0.5 meter een error van 0.02mm tot 0.022mm. Zie tabel 2-1-11 "running parallellism".
Whatever that may mean...
Wil je beter dan moet je dus nauwkeuriger spul kopen, of meten en lappen/schrapen.
Heb je 0,01mm afwijking op zo'n karretje (en waarschijnlijk ook wat rotatie) en knoop je daar een forse arm met meetklok aan, dan meet je dus een grotere afwijking.
Is dat nou zo boeiend? Ik vind van niet eigenlijk. Als iets al belachelijk nauwkeurig moet wezen dan is dat over een klein stukje, en buiten dat is beneden de 0,05mm werken toch al lastig. Je hoeft er maar 1x met je lekker warme hand aan te zitten en daar ga je.
Mijn rails zitten overigens ook niet tegen een aanslag. Ik heb ze vanuit een rechte rei gesteld, vastgeschroefd, en er een rups gevulde epoxy langs gelegd om ze bij een crash ook op die plek te houden. Hoewel je, als je eraan rekent, nogal wat kracht moet zetten om die rails van de plek af te krijgen, zelfs met lage wrijvingscoefficient.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: Mijn cnc project
Ik lees dat als - vanuit een virtueel recht getrokken lijn (de 'runner') is de maximale afwijking van beide rails ten opzichte van die lijn maximaal 0.022mm.DaBit schreef:Dat betekent wat er staat...diepchess schreef:maar de HGH goedkoopste rails in dit voorbeeldje heeft vanaf 0.5 meter een error van 0.02mm tot 0.022mm. Zie tabel 2-1-11 "running parallellism".
Whatever that may mean...
Dat is dan bij elkaar dus 0.044mm verschil in afstand tussen beide rails. Op zijn Chinees (politiek correct geschreven Taiwan, China) is dat dan vast 0.05mm.
Wat je dan meet is part 2 natuurlijk. Interessanter is dus de meting met 4 karretjes. Die zou zogenaamd 0.007mm moeten zijn met 4 van die karretjes somehow. Ben er nog niet uit hoe ze die 0.007mm wiskundig gaan verdedigen bij hiwin bij laagste kwaliteit HGH karretjes, maar daar verzinnen ze wel wat voor natuurlijk bij zulk creatief taalgebruik.
Die valt overigens ook alleen in oudere documentatie te vinden - niet in nieuwere documentatie.
Re: Mijn cnc project
Lies, damn lies, datasheets 
Hoe dan ook: wat die rails doen is niet spannend, wat de frees aan het eind van de spindel doet wel. Da's dus geen 0,044mm als de rails +/-0,022mm doen. Die frees zit namelijk in het midden van de twee dus doet in het ongunstigste geval ook 0,022mm. En dan moet je ECHT pech hebben want dan moeten beiden rails op hetzelfde punt de maximale afwijking hebben, die kans is niet zo groot. Zo zullen ze met wat statistisch gegoochel wel op die 0,007mm uitkomen schat ik zo. Rotatie heb je met die 4 karretjes die stijf verbonden zijn ook een stuk minder last van, kan meespelen.
Magoed, dat geklets over micrometers geloof ik inmiddels wel, en dat je een asje kunt maken met 10,00 +/-0,01mm ook. Dat hobbyisten stukken staal vlak en parallel maken binnen +/-0,01mm over honderden millimeters afstand en dat zo weten te houden naarmate de tijd voortschrijd, daar heb ik meer moeite mee. Hou simpelweg je hand 20 seconden boven dat staal en daar ga je al. Hoef je het niet eens voor aan te raken.
Hoe dan ook: wat die rails doen is niet spannend, wat de frees aan het eind van de spindel doet wel. Da's dus geen 0,044mm als de rails +/-0,022mm doen. Die frees zit namelijk in het midden van de twee dus doet in het ongunstigste geval ook 0,022mm. En dan moet je ECHT pech hebben want dan moeten beiden rails op hetzelfde punt de maximale afwijking hebben, die kans is niet zo groot. Zo zullen ze met wat statistisch gegoochel wel op die 0,007mm uitkomen schat ik zo. Rotatie heb je met die 4 karretjes die stijf verbonden zijn ook een stuk minder last van, kan meespelen.
Magoed, dat geklets over micrometers geloof ik inmiddels wel, en dat je een asje kunt maken met 10,00 +/-0,01mm ook. Dat hobbyisten stukken staal vlak en parallel maken binnen +/-0,01mm over honderden millimeters afstand en dat zo weten te houden naarmate de tijd voortschrijd, daar heb ik meer moeite mee. Hou simpelweg je hand 20 seconden boven dat staal en daar ga je al. Hoef je het niet eens voor aan te raken.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
