

Ik stuur mijn machien altijd naar zijn homepositie voor ik ' m uit zet, aan het einde van de x-slag, in het midden van Y en op de hoogste Z.
Vanochtend doet de maschien raar:
Als ik in MDI ingeef naar home te gaan (met G53) dan doet ie dat braaf.
Echter....
De live plot geeft de frees echter ongeveer midden (x444 ipv x755) in het freesbereik weer en wil dan niet gaan frezen omdat ie dan buiten het bereik van de machine moet werken.
Het werkstuk staat echter keurig binnen de machinelimiet getekend....
Als dit nou om de hoogte van de z-as ging dan snapte ik tenminste dat ik het niet snapte.
Ik ben nu voor het eerst met tool length offset aan het stoeien.
Ik heb nog even gecontroleerd of ik een alternatief coordinatenstelsel actief had maar die stonden uit met " ;" er voor. Heb ze nu maar helemaal weggehaald.
WTF? Home is niet home?
Moderator: Moderators
WTF? Home is niet home?
350 kilo 1250x1250 aluminium portaalfrees:
http://cnczone.nl/viewtopic.php?f=8&t=13039
Beginnen met CNC? Ontwerpen, bouwen, of toch kopen?
http://cnczone.nl/viewtopic.php?f=8&t=15481
http://cnczone.nl/viewtopic.php?f=8&t=13039
Beginnen met CNC? Ontwerpen, bouwen, of toch kopen?
http://cnczone.nl/viewtopic.php?f=8&t=15481

Re: WTF? Home is niet home?
Heb je de compensatie van de gereedschapslengte toevallig als X-as opgegeven ?
Al mijn wandelingen : https://www.youtube.com/@dutch_roads3801/videos

Re: WTF? Home is niet home?
rien1959 schreef:Heb je de compensatie van de gereedschapslengte toevallig als X-as opgegeven ?
Dat zou dan een freeslengte van 311mm zijnSven schreef:.... (x444 ipv x755) ...
Zou het niet iets kunnen zijn dat je in de verkeerde afstandmodus bezig bent geweest zoals G90, G91

Re: WTF? Home is niet home?
Als je met G53 beweegt maakt G90 of G91 ook niet meer uit.
- Kun je met G53 G0 wel alle maximale/minimale coordinaten van je freesmachine bereiken?
- Na een G49 is het probleem er ook nog steeds?
- Zijn er rare G-codes actief die je niet verwacht?
- Kun je met G53 G0 wel alle maximale/minimale coordinaten van je freesmachine bereiken?
- Na een G49 is het probleem er ook nog steeds?
- Zijn er rare G-codes actief die je niet verwacht?
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: WTF? Home is niet home?
The story continues....
Eergisteren het werk af kunnen maken maar het kan zijn dat door andere werkvolgorde het probleem niet opnieuw de kop op kon steken.
Maar nu iets dat misschien uit dezelfde bron komt...:
Het lijkt er op dat de getallen die linksboven de preview staan niet de coordinaten zijn van de offsets die ik heb ingegeven.
Daarnet Z=0 ingesteld, zowel als tool length als werkstuk. Getallen linksbovenin geven echter z=40 en een beetje weer.
Stuur Z naar 50 en hij geeft 90 en een beetje weer.
X klopt op eenzelfde manier niet. Touch of X=0, getallen geven X=310 aan.
En om de verwarring compleet te maken, Y=0 = y=0.
WTF, hij geeft blijkbaar linksboven machine coordinaten aan!
Ok, dat kan je gewoon omschakelen.
Maar het klopt nog steeds niet!

Bovenstaande plaatje is de screenprint van wat de machine denkt.
In werkelijkheid staat de frees nu ruim binnen het werkbare gebied, waar ik ' m naar toe heb gebracht na de frees weer via G53 naar zijn homepositie te hebben gestuurd.
Het lijkt er dus op de homepositie in de software niet klopt met de werkelijkheid, of zoiets.
Na opnieuw opstarten van LinC gaat het homen en touch-off wel goed.....
Eergisteren het werk af kunnen maken maar het kan zijn dat door andere werkvolgorde het probleem niet opnieuw de kop op kon steken.
Maar nu iets dat misschien uit dezelfde bron komt...:
Het lijkt er op dat de getallen die linksboven de preview staan niet de coordinaten zijn van de offsets die ik heb ingegeven.
Daarnet Z=0 ingesteld, zowel als tool length als werkstuk. Getallen linksbovenin geven echter z=40 en een beetje weer.
Stuur Z naar 50 en hij geeft 90 en een beetje weer.
X klopt op eenzelfde manier niet. Touch of X=0, getallen geven X=310 aan.
En om de verwarring compleet te maken, Y=0 = y=0.
WTF, hij geeft blijkbaar linksboven machine coordinaten aan!
Ok, dat kan je gewoon omschakelen.
Maar het klopt nog steeds niet!
Bovenstaande plaatje is de screenprint van wat de machine denkt.
In werkelijkheid staat de frees nu ruim binnen het werkbare gebied, waar ik ' m naar toe heb gebracht na de frees weer via G53 naar zijn homepositie te hebben gestuurd.
Het lijkt er dus op de homepositie in de software niet klopt met de werkelijkheid, of zoiets.
Na opnieuw opstarten van LinC gaat het homen en touch-off wel goed.....
350 kilo 1250x1250 aluminium portaalfrees:
http://cnczone.nl/viewtopic.php?f=8&t=13039
Beginnen met CNC? Ontwerpen, bouwen, of toch kopen?
http://cnczone.nl/viewtopic.php?f=8&t=15481
http://cnczone.nl/viewtopic.php?f=8&t=13039
Beginnen met CNC? Ontwerpen, bouwen, of toch kopen?
http://cnczone.nl/viewtopic.php?f=8&t=15481
-
Breaker

- Donateur
- Berichten: 1965
- Lid geworden op: 26 mei 2015 22:43
- Locatie: Nabij Antwerpen
- Contacteer:
Re: WTF? Home is niet home?
Als de machinecoordinaten niet kloppen met de positie van je assen kan je toch ook niet terug naar een home positie met een G53? Heb je geen homesensoren op je machine om naar een vaste positie te gaan?
Lijkt er toch op dat de machinecoordinaten zijn verschoven, heb je een machinecrash, storing of emergency stop situatie gehad, of een homing sequence gestart in linuxcnc terwijl de assen ergens anders stonden? Zonder homesensoren moet je het handmatig eiken, assen terugbrengen naar home positie, vooral de Z goed uitmeten en de coordinaten en limieten in je config file zetten.
Lijkt er toch op dat de machinecoordinaten zijn verschoven, heb je een machinecrash, storing of emergency stop situatie gehad, of een homing sequence gestart in linuxcnc terwijl de assen ergens anders stonden? Zonder homesensoren moet je het handmatig eiken, assen terugbrengen naar home positie, vooral de Z goed uitmeten en de coordinaten en limieten in je config file zetten.
Geduld is een schone zaak, frezen niet...
Re: WTF? Home is niet home?
Ik zet de machine weg in zijn home positie, 755,0,100.
Dat doet ie gewoon als ik G53 G00 X755 Y0 Z100 ingeef.
Maar soms komen de fysieke wereld en de weergave in de live plot niet meer overeen en wil de machine niet frezen, terwijl het fysiek dus moet kunnen (Positie van materiaal en frees binnen de machine limiet, en correct ten opzichte van elkaar) maar de live plot het werkstuk buiten de machine coordinaten weergeeft, met de frees en freespaden correct ten opzichte van elkaar.
Ik weet niet wat ik doe net voor dit gebeurd, daarvoor is het nog niet vaak genoeg gebeurd.
Maar dit is wel de derde freesdag op rij dat het gebeurd...
Na opstarten home ik handmatig zonder joggen, de machine staat immers in de home positie.
Ik heb geen limiet-/home switches.
Kan dit meespelen:
Ik gebruik sinds kort een pendant. Zou het kunnen dat er iets mis gaat in de doorgifte van de gedane bewegingen?
Dat de bewegingen van de pendant wel uitgevoerd worden maar niet in de live plot terugkomen?
Steekproef lijkt geen probleem aan te geven.
Dat doet ie gewoon als ik G53 G00 X755 Y0 Z100 ingeef.
Maar soms komen de fysieke wereld en de weergave in de live plot niet meer overeen en wil de machine niet frezen, terwijl het fysiek dus moet kunnen (Positie van materiaal en frees binnen de machine limiet, en correct ten opzichte van elkaar) maar de live plot het werkstuk buiten de machine coordinaten weergeeft, met de frees en freespaden correct ten opzichte van elkaar.
Ik weet niet wat ik doe net voor dit gebeurd, daarvoor is het nog niet vaak genoeg gebeurd.
Maar dit is wel de derde freesdag op rij dat het gebeurd...
Na opstarten home ik handmatig zonder joggen, de machine staat immers in de home positie.
Ik heb geen limiet-/home switches.
Kan dit meespelen:
Ik gebruik sinds kort een pendant. Zou het kunnen dat er iets mis gaat in de doorgifte van de gedane bewegingen?
Dat de bewegingen van de pendant wel uitgevoerd worden maar niet in de live plot terugkomen?
Steekproef lijkt geen probleem aan te geven.
350 kilo 1250x1250 aluminium portaalfrees:
http://cnczone.nl/viewtopic.php?f=8&t=13039
Beginnen met CNC? Ontwerpen, bouwen, of toch kopen?
http://cnczone.nl/viewtopic.php?f=8&t=15481
http://cnczone.nl/viewtopic.php?f=8&t=13039
Beginnen met CNC? Ontwerpen, bouwen, of toch kopen?
http://cnczone.nl/viewtopic.php?f=8&t=15481

Re: WTF? Home is niet home?
Pendant lijkt mij vrijwel zeker niet de oorzaak maar dat kun je eenvoudig uitsluiten :
Ergens in je main .ini file zal een sectie staan die iets van [XHC_HB04_CONFIG] heet ; Zet hier de volgende optie in : require_pendant = no
Nu kun je LinuxCNC zonder pendant opstarten , je krijgt dan een warning bij opstarten over ontbreken pendant
LinuxCNC doet wel aan hotpluggen, dus je kunt tijdens het werken je pendant inprikken en loshalen (al heb ik dat nooit tijdens het frezen zelf getest !)
Ergens in je main .ini file zal een sectie staan die iets van [XHC_HB04_CONFIG] heet ; Zet hier de volgende optie in : require_pendant = no
Nu kun je LinuxCNC zonder pendant opstarten , je krijgt dan een warning bij opstarten over ontbreken pendant
LinuxCNC doet wel aan hotpluggen, dus je kunt tijdens het werken je pendant inprikken en loshalen (al heb ik dat nooit tijdens het frezen zelf getest !)
Re: WTF? Home is niet home?
Gebruikte jij nou homeswitches eigenlijk? Zo niet dan moet je toch 'homen' om linuxcnc te melden dat je op de goeie locatie staat.
Gooi anders eens je linuxcnc.var file in de configdirectory (of hoe die ook mag heten bij jou) en je position.txt (of wat er ook in [TRAJ]POSITION_FILE staat) weg. Overnieuw opstarten, en je homeprocedure doen.
Gooi anders eens je linuxcnc.var file in de configdirectory (of hoe die ook mag heten bij jou) en je position.txt (of wat er ook in [TRAJ]POSITION_FILE staat) weg. Overnieuw opstarten, en je homeprocedure doen.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
Re: WTF? Home is niet home?
Heb dat gedaan, tot nu toe gaat alles goed :)
350 kilo 1250x1250 aluminium portaalfrees:
http://cnczone.nl/viewtopic.php?f=8&t=13039
Beginnen met CNC? Ontwerpen, bouwen, of toch kopen?
http://cnczone.nl/viewtopic.php?f=8&t=15481
http://cnczone.nl/viewtopic.php?f=8&t=13039
Beginnen met CNC? Ontwerpen, bouwen, of toch kopen?
http://cnczone.nl/viewtopic.php?f=8&t=15481
Re: WTF? Home is niet home?
Vandaag stak het spook weer de kop op en kon geholpen door oververhit hoofd de dagtaak niet afmaken. Gmblgrrrrr.
Tool length touch off speelt hier zoals het er nu uitziet een rol in.
Om een en ander uit te sluiten, hoe hoor je tool length touch off nu echt te doen in LinC?
Naar ik heb begrepen:
voer in MDI M06 T3 in om tool 3 te kiezen
Klik ok
Breng frees op z0 (in mijn voorbeeld)
Klik op knop tool length touch off
vul 0 in en klik enter.
De volgende tool op dezelfde manier instellen.
De nu ingestelde tools hebben op z=0 nu verschillende machinecoordinaten voor Z.
Tot zover klopt dit?
En zolang de verschillende frezen in de code worden aangeroepen is z0 ook z0, toch?
Terwijl ik dit schrijf ontstaat een theorietje voor de afwijking in homepositie ontstaat zoals eerder beschreven.
Als ik met het toetsenbord jog (zoals ik dat jaren heb gedaan) dan is vanzelf ook de juiste as gekozen om touch off te doen.
Maar bij gebruik van de afstandsbediening is dat niet zo, als ik de z-as heb bewogen voor de hoogte dan kan de gekozen as die weergegeven is bij de touch off knop nog in een andere as staan.
Het zou prima kunnen dat daar het voor mij zeer vreemde gedrag vandaan komt....
Als ik nu de tool length ingeef terwijl de x as geselecteerd is....?
Maandag uitproberen.
Tool length touch off speelt hier zoals het er nu uitziet een rol in.
Om een en ander uit te sluiten, hoe hoor je tool length touch off nu echt te doen in LinC?
Naar ik heb begrepen:
voer in MDI M06 T3 in om tool 3 te kiezen
Klik ok
Breng frees op z0 (in mijn voorbeeld)
Klik op knop tool length touch off
vul 0 in en klik enter.
De volgende tool op dezelfde manier instellen.
De nu ingestelde tools hebben op z=0 nu verschillende machinecoordinaten voor Z.
Tot zover klopt dit?
En zolang de verschillende frezen in de code worden aangeroepen is z0 ook z0, toch?
Terwijl ik dit schrijf ontstaat een theorietje voor de afwijking in homepositie ontstaat zoals eerder beschreven.
Als ik met het toetsenbord jog (zoals ik dat jaren heb gedaan) dan is vanzelf ook de juiste as gekozen om touch off te doen.
Maar bij gebruik van de afstandsbediening is dat niet zo, als ik de z-as heb bewogen voor de hoogte dan kan de gekozen as die weergegeven is bij de touch off knop nog in een andere as staan.
Het zou prima kunnen dat daar het voor mij zeer vreemde gedrag vandaan komt....
Als ik nu de tool length ingeef terwijl de x as geselecteerd is....?
Maandag uitproberen.
350 kilo 1250x1250 aluminium portaalfrees:
http://cnczone.nl/viewtopic.php?f=8&t=13039
Beginnen met CNC? Ontwerpen, bouwen, of toch kopen?
http://cnczone.nl/viewtopic.php?f=8&t=15481
http://cnczone.nl/viewtopic.php?f=8&t=13039
Beginnen met CNC? Ontwerpen, bouwen, of toch kopen?
http://cnczone.nl/viewtopic.php?f=8&t=15481
-
Breaker
- Donateur
- Berichten: 1965
- Lid geworden op: 26 mei 2015 22:43
- Locatie: Nabij Antwerpen
- Contacteer:
Re: WTF? Home is niet home?
Even snel hierop gebaseerd:
http://linuxcnc.org/docs/2.5/html/gcode ... ation.html
Die dialoog geeft aan vanaf welke as je werkt en waar je de nieuwe coordinaten naartoe wilt schrijven. Maar met een M6 T... lijkt dat allemaal al voorgedefinieerd, weinig kans op fouten. Het lijkt er ook op dat de ''Tool length touch off' en normale 'touch off' zo ongeveer dezelfde dialoog zijn in LinuxCNC? Het verschil is het coordinatenstelsel dat geselecteerd wordt (werkstuk of tooltabel)? Voor lengtecompensatie is dat 'tool table', mogelijk met een optie voor absoluut of t.o.v. workpiece of fixture? misschien eens handmatig proberen?
Als de verkeerde as of coordinatenstelsel gebruikt wordt kan dat wel vreemde effecten geven, maar ik zou zeggen dat de toollengte dan toch ook vaak verkeerd in de tabel staat (de bedoelde waarde is dan niet goed aangepast) en dat moet ook weer te merken zijn aan je werkstukken?
http://linuxcnc.org/docs/2.5/html/gcode ... ation.html
Die dialoog geeft aan vanaf welke as je werkt en waar je de nieuwe coordinaten naartoe wilt schrijven. Maar met een M6 T... lijkt dat allemaal al voorgedefinieerd, weinig kans op fouten. Het lijkt er ook op dat de ''Tool length touch off' en normale 'touch off' zo ongeveer dezelfde dialoog zijn in LinuxCNC? Het verschil is het coordinatenstelsel dat geselecteerd wordt (werkstuk of tooltabel)? Voor lengtecompensatie is dat 'tool table', mogelijk met een optie voor absoluut of t.o.v. workpiece of fixture? misschien eens handmatig proberen?
Als de verkeerde as of coordinatenstelsel gebruikt wordt kan dat wel vreemde effecten geven, maar ik zou zeggen dat de toollengte dan toch ook vaak verkeerd in de tabel staat (de bedoelde waarde is dan niet goed aangepast) en dat moet ook weer te merken zijn aan je werkstukken?
Geduld is een schone zaak, frezen niet...
Re: WTF? Home is niet home?
Geen idee hoe je tool lengte officieel moet 'touch off'-en. Ik laat het de machine inmeten met een schakelaartje op het bed en als ik iets handmatig in wil voeren dan klop ik de lengte direct in de tooltabel (via de tool-editor dan wel. Of nouja, meestal dan).
Kijk ook eens in die tooleditor? Uit het hoofd File->Edit tool table of zoiets.
Ik verwacht alleen Z-offsets. Hier een stukje van de mijne:
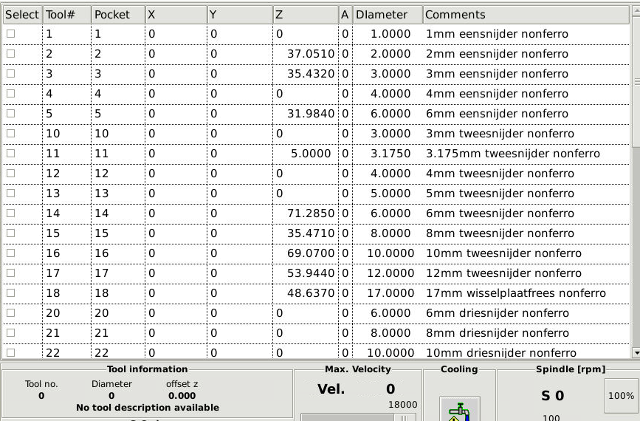
Als jij ook X- en Y-offsets ziet dan gaat er daar iets mis. In dat geval zouden jouw problemen na een G49 (cancel tool length compensation) in MDI voorbij moeten zijn.
Kijk ook eens in die tooleditor? Uit het hoofd File->Edit tool table of zoiets.
Ik verwacht alleen Z-offsets. Hier een stukje van de mijne:
Als jij ook X- en Y-offsets ziet dan gaat er daar iets mis. In dat geval zouden jouw problemen na een G49 (cancel tool length compensation) in MDI voorbij moeten zijn.
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'
