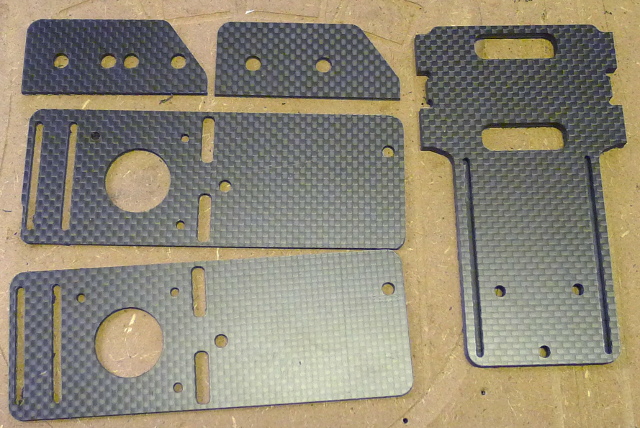
De carbondelen liggen nog steeds lekker op de vlakplaat. Inmiddels zal de epoxy wel zo'n beetje uitgereageerd zijn, maar ze liggen nog niet in de weg.
Verder nog de bankpas wat werk laten doen en een BLTouch probe laten komen:

Daar zit een pinnetje in wat op commando van de besturing uitgeschoven of ingetrokken word en waarmee ik de Z-hoogte kan aftasten. Ik wilde toch iets hebben dat de daadwerkelijke hoogte van het bouwoppervlak inmeet; mijn glasplaten zijn niet allemaal even consistent kwa dikte, en of ik er nog nooit lak op gespoten heb of al tig keer scheelt ook. Dit lijkt, naast zo'n ultrasone sensor van audiomaniacs, de truuk te moeten kunnen doen.
Verder nog wat tekenwerk, waaronder bouwplatform versie 2.0. En daar heb ik nog wel een vraagje over.
Daarvan blijft de hotplate hetzelfde stuk 300x300 10mm dik aluminium, alleen de ophanging verandert.
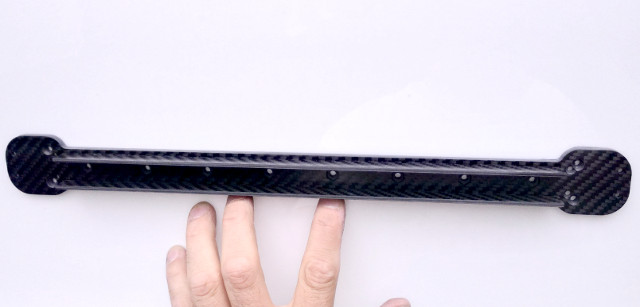
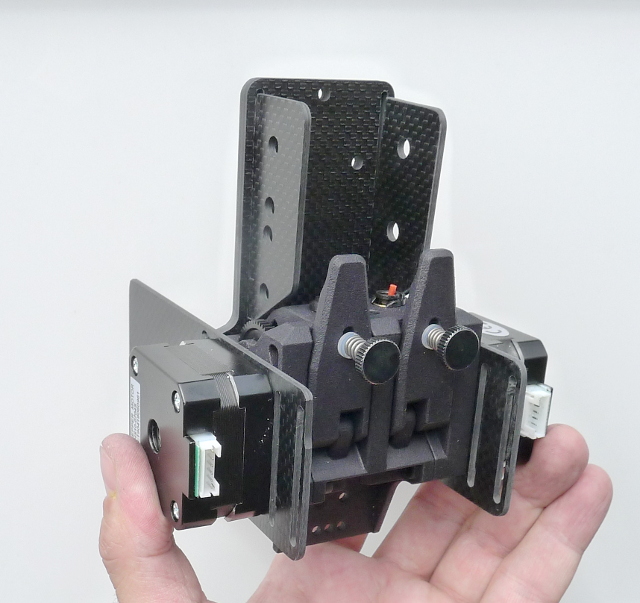
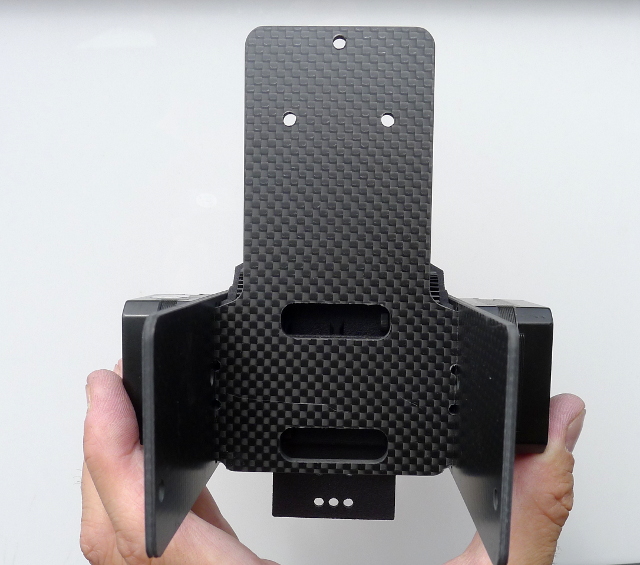
Die ophanging krijgt 2 spindels waarvan de motoren aan het printerframe vastgeschroefd zitten. Dat frame blijft redelijk op omgevingstemperatuur, de temperatuur van de ophanging loopt op gedurende een printsessie omdat het deurtje dicht zit en omdat de hotplate warmte uitstraalt naar die ophanging.
Daarom er maar voor gekozen om die ophanging van plaatstaal en een stukje 20x20x2 koker te maken. Scheelt toch weer de helft in uitzettingscoefficient tov aluminium. En ik heb het liggen.
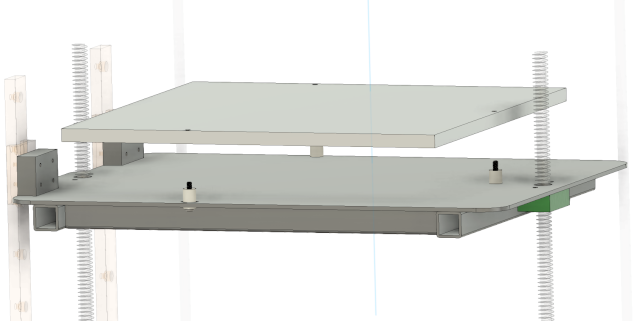
Dat uitzettingsprobleem heb ik met de hotplate tov ophanging ook. Langste afstand tussen de bevestigingsboutjes is 290mm bij kamertemperatuur. Als ik dat ding op laat warmen van 20 graden tot 140 graden dan word die afstand 240,7mm. 0,7mm is teveel om gewoon vast te kunnen bouten. Om daar nou mee om te gaan heb ik 1 vast punt, 1 punt dat in een sleufgat kan bewegen en dus alleen in X kan verschuiven en 1 punt dat in beperkte mate vrij in het XY vlak kan bewegen.
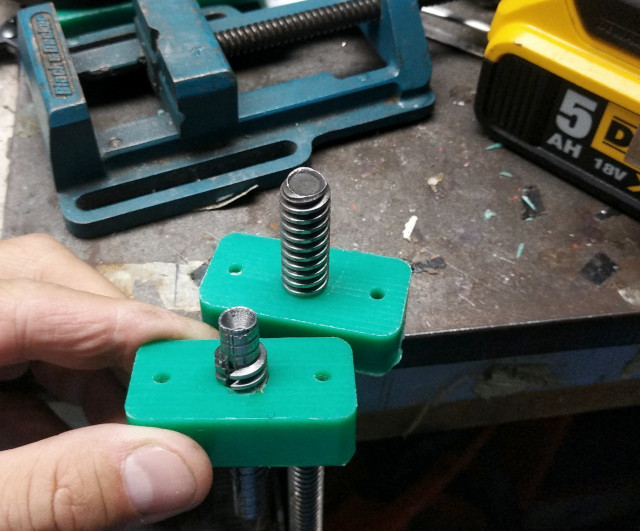
Vanwege warmteoverdracht (minder=beter) en glibberigheid is het zinvol om de afstandsbussen tussen hotplate en ondersteuning van kunststof te maken. Die kunststof moet dan echter wel tegen de bouwplatform-temperaturen kunnen. In de praktijk ga ik zelden hoger dan 130 graden, maar de technische grens mag van mij nog wel wat hoger. Dan heb ik maar 2 types op voorraad die kunnen voldoen: PTFE en PEEK.
PEEK kruipt minder snel, PTFE glibbert beter en is kwa verkrijgbaarheid een stuk handiger (PEEK wil je echt niet moeten kopen...).
Of kruip bij PTFE een probleem is? Volgens mij niet; de druk is erg laag. Bouwplatform weegt 2,5kg. Doe eens grof en zeg dat er nog eens 1kg bijkomt voor de geprinte delen en glasplaat. Da's 3.5kg op 3 bussen. Vast niet gelijk verdeeld, maar dan nog is 20N per afstandbusje met diameter 10mm met ondersteunend oppervlak van 65mm^2 al hoog geschat.
Magoed, dat is zuig-uit-de-duim. Ik vind het gedrag van kunststoffen onder belasting bij hogere temperaturen maar lastige materie. Welke soort zouden jullie nemen, en waarom?
De belangrijkste wet in de wetenschap: 'hoe minder efficient en hoe meer herrie, hoe leuker het is'