-DRO werkte niet (de gebruikerskast): ontstoorfilter was door leeftijd gaan lekken en had daarom kortsluiting gemaakt. Inmiddels gerepareerd en werkt weer zoals het hoort
-28mm speling/backlash op de X-As; die is nu grotendeels minder geworden naar 0.8; de bank is uitgerust met een taper-slede aan de kopse kant van de dwarsslede; die was niet goed afgesteld waardoor er veel speling in de dwarsslede ontstond. De laatste 0.8 is er nog wel uit te krijgen omdat nog steeds door de taper-slede e.e.a. 'wrikt' en dus wat beweging in zit. Hoewel 0.8 wel te werken is, kan het beter denk ik.
-ik kom wat tandwielen te kort om alle metrische draden (en ik heb helemaal geen tandwielen voor imperial) te kunnen snijden. Maar een zoektochtje op internet heeft me aan een adresje gevonden voor delrin tandwielen (ze hebben een speciale naaf).
-ik moet op zoek naar een handleiding van zowel de draaibank als de DRO. Ik heb online een service manual gevonden, maar vooral van de DRO heb ik meer informatie nodig hoe ik hem kan ijken/calibreren, instellen etc.
-de draaibank kwam zonder safety/shear pin die de trapezium draad van het draadsnijden moet aandrijven. Volgens de service manual is het een 5x16 staafje, maar ik heb er een gedraaid, maar dat past dus niet.
ik heb nog wel wat probleempjes waarvan ik had gehoopt of een van jullie daar meer over kan vertellen:
-DRO:
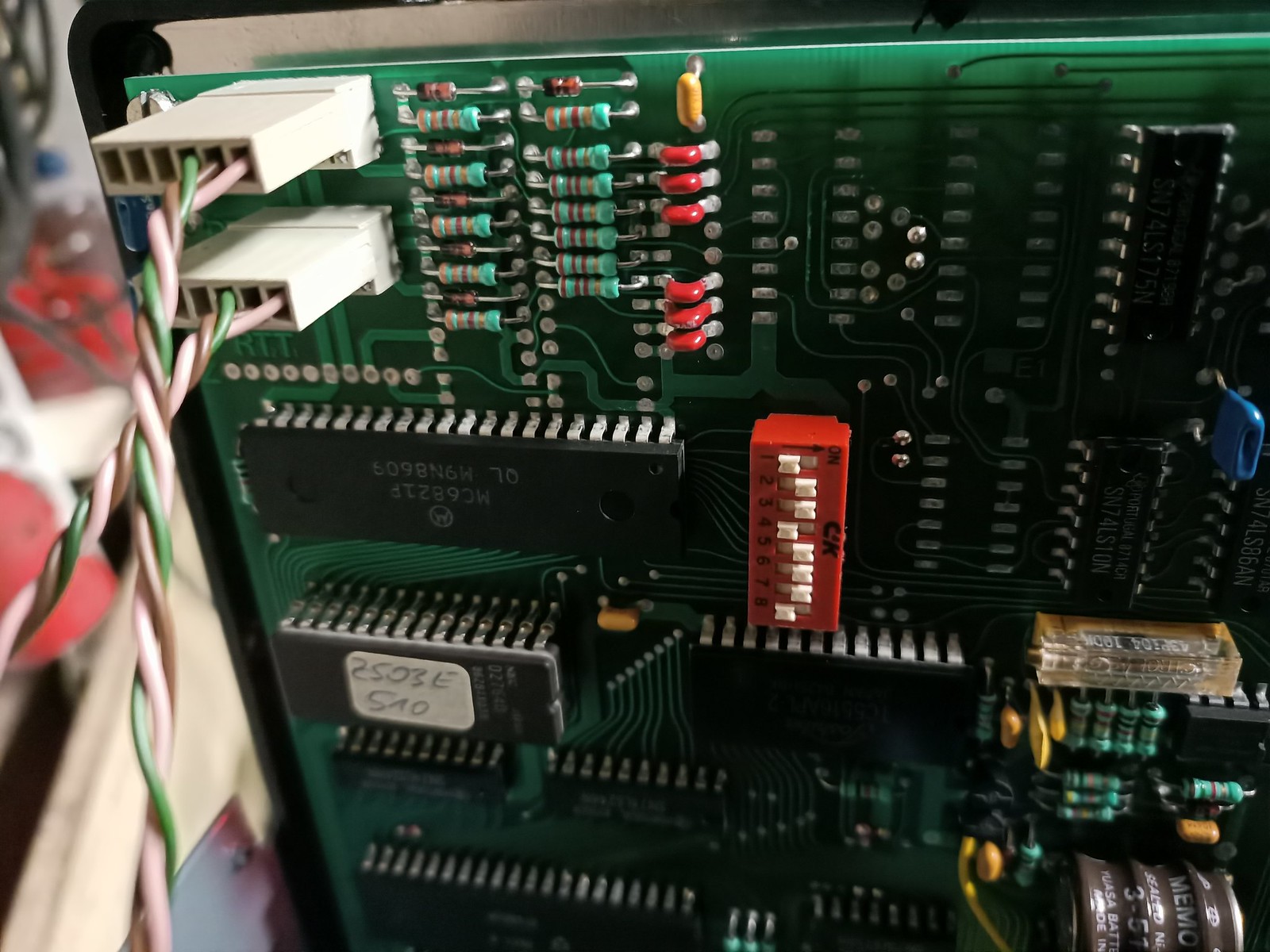
probleem 1: X-as geeft dubbele waarde aan dan dat de micrometer/poepietaster en nonius aangeven. Ik weet dat er een 'diameter' knop op zit, maar als ik die indruk is de waarde 4x zo groot. M.a.w. alles is maal 2. Tijdens repareren van de DRO zag ik op het PCB van die dipswitches zitten. Omdat ik geen handleiding, of andere informatie kan vinden weet ik niet of ik wellicht met die dipswitches de DRO moet configureren.
Ook zag ik de '1/2' knop, maar dat is een rekentooltje; die halveert de waarde op je as, maar als je dan je slede schuift, gaat hij terug naar de 'normale' waarde die gemeten wordt.
probleem 2: zowel X- as Y/Z -as hebben 1% afwijking die constant is: m.a.w. 1mm verschuiven gemeten met poupietaster/micrometer (beide Mitotoyo, 0.01mm resolutie) geeft op de DRO 1.01, 2mm = 2.02, 3mm = 3.03 etc. Dit is reproduceerbaar en ook bij terug gaan naar 0 loopt dat mooie synchroon, maar dan met standaard 1% 'overreading'. Wellicht is dit probleem op te lossen met een calibratie?
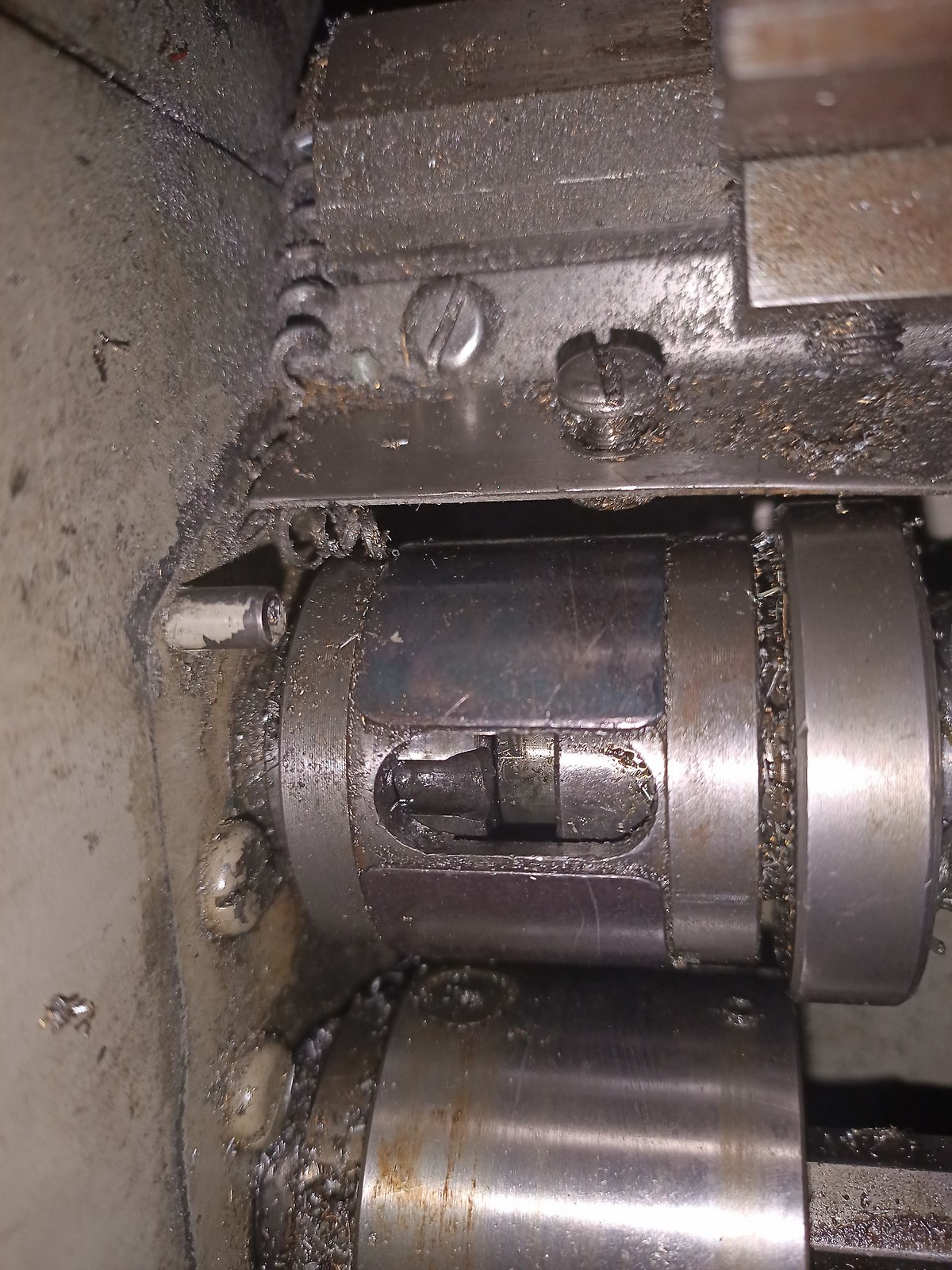
-Shearpin/safety pin
volgens service manual is het een 5x16mm staafje welke ik gedraaid heb uit een grote bout. Maar dit past niet; één uiteinde kan niet dikker zijn dan 4mm en andere zijde denk ik dan maar 5. Echter op 16mm lengte zit er speling op de as waardoor er omkeer/backlash is omdat de pin de trapezium draad niet in de axiale richting opsluit. ik heb vervolgens een langere pint gemaakt, maar die krijg ik er eigenlijk niet goed in. Dan kort ik die vervolgens in waardoor er weer axiale speling zit op de trapzium draad. Ik kan geen voorbeeld of leverancier van deze pin vinden en ik weet dus ook niet hoe hij eruit moet zien (service manual is heel summier op dit vlak).
Todo:
-ik denk dat er 1 of 2 lagers van de tandwielkast vervangen moeten worden; bij bepaalde tandwielen selectie hoor ik e.e.a. tikken.
-rem blijft hangen bij bepaalde tandwiel selecties; toerental fluctueert dan. Bij andere tandwiel selecties loopt hij mooi rustig.
-op dit moment zit er een dickson gereedschapshouder op met 8-10 schuitjes. Op zich wel blij mee, maar ik heb laatst met een multifix gewerkt en dat is toch net een andere tak van sport! Dus voor sinterklaas komend jaar maar een Chinese multifix regelen!
-goede lamp installeren!
-safety kapje weer aansluiten; op dit moment maakt het niet uit of de kap open of dicht is; de draaibank kan gewoon aan/draaien ongeacht de stand van de kap.
-zoeken naar een vaste/meelopende bril (gaat blijkbaar een uitdaging worden).
-batterij in de DRO zelf is ongetwijfeld leeg dus ook die eraf solderen en vervangen; bij uitzetten/spanningsloos maken is de DRO al zijn waarden kwijt.
-draaibank komt met 3 en 4 klauw, maar de 4 klauw is synchroon, dus ik kan geen asymmetrische objecten inspannen.
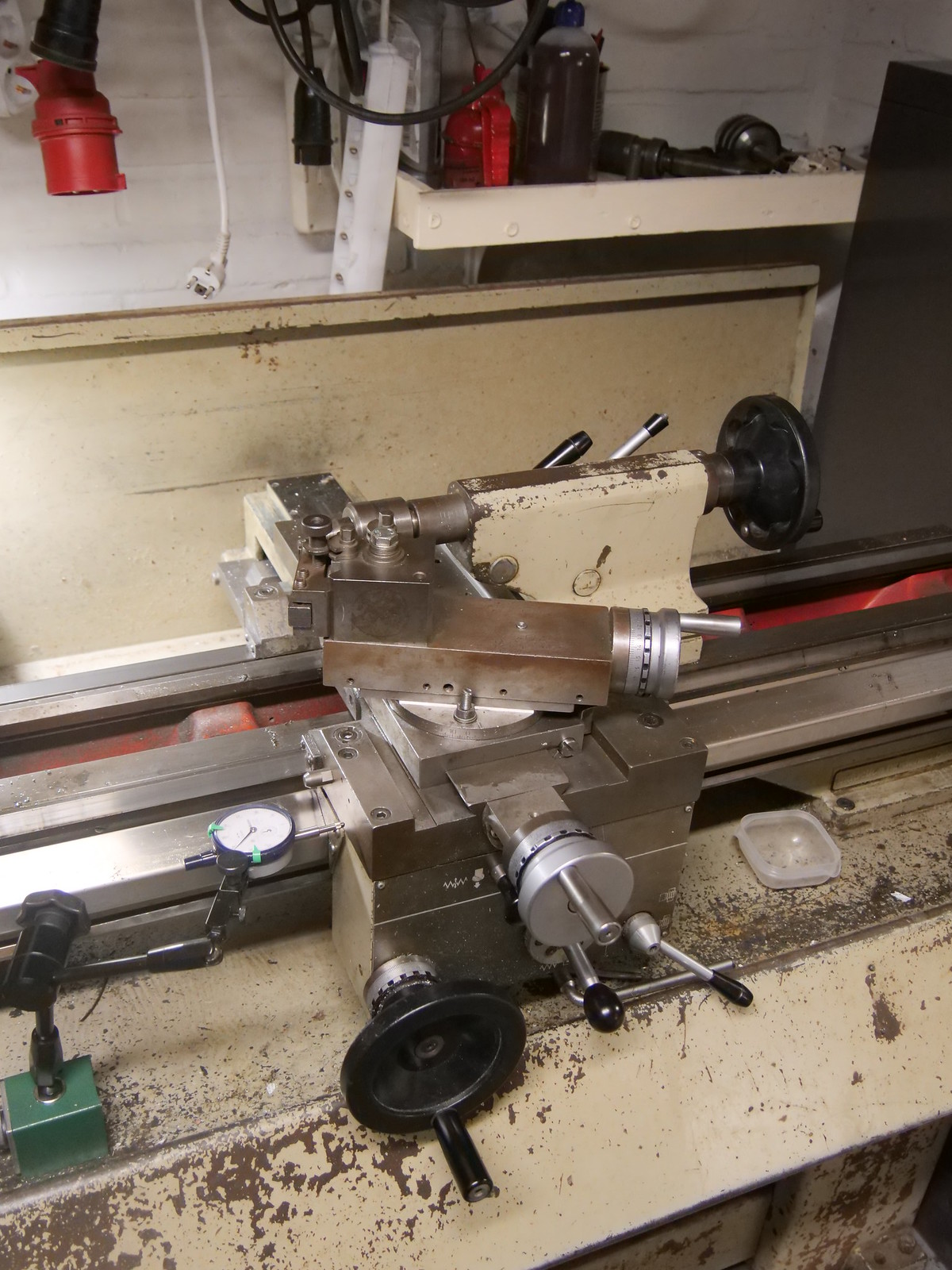
Hier wat fotootjes:
 P1093519
P1093519  P1093518
P1093518 P1093517
P1093517