

Nergens voor nodig... op deze snelheden haal je makkelijk 20 meter over RS232
Is ie nou helemaal Knetter?
Moderator: Moderators
Re: Is ie nou helemaal Knetter?
-
hugo stoutjesdijk

- Donateur
- Berichten: 12054
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: Is ie nou helemaal Knetter?
Ja, daar hoef je je niet druk om te maken, bij 4800 baud. Je wilt niet weten wat ik in alle machine fabrieken heb zien werken, op afstanden die echt ver buiten RS232 'norm' lagen, bossen kabel langs vermogens leidingen enz.
Ik lees nu net trouwens dat de mening over die afstanden duidelijk verbeterd zijn, wel 300 meter op
https://www.lammertbies.nl/comm/info/nl-rs-232-specs
Ik lees nu net trouwens dat de mening over die afstanden duidelijk verbeterd zijn, wel 300 meter op
https://www.lammertbies.nl/comm/info/nl-rs-232-specs
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
-
Arie Kabaalstra

- Donateur
- Berichten: 13530
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Is ie nou helemaal Knetter?
Om de een of andere reden.. vertikt de RS232 communicatie het nu... te vroeg gejuigd.. verdikke..
Maargoed..
Bovenstaand programmaatje geeft:
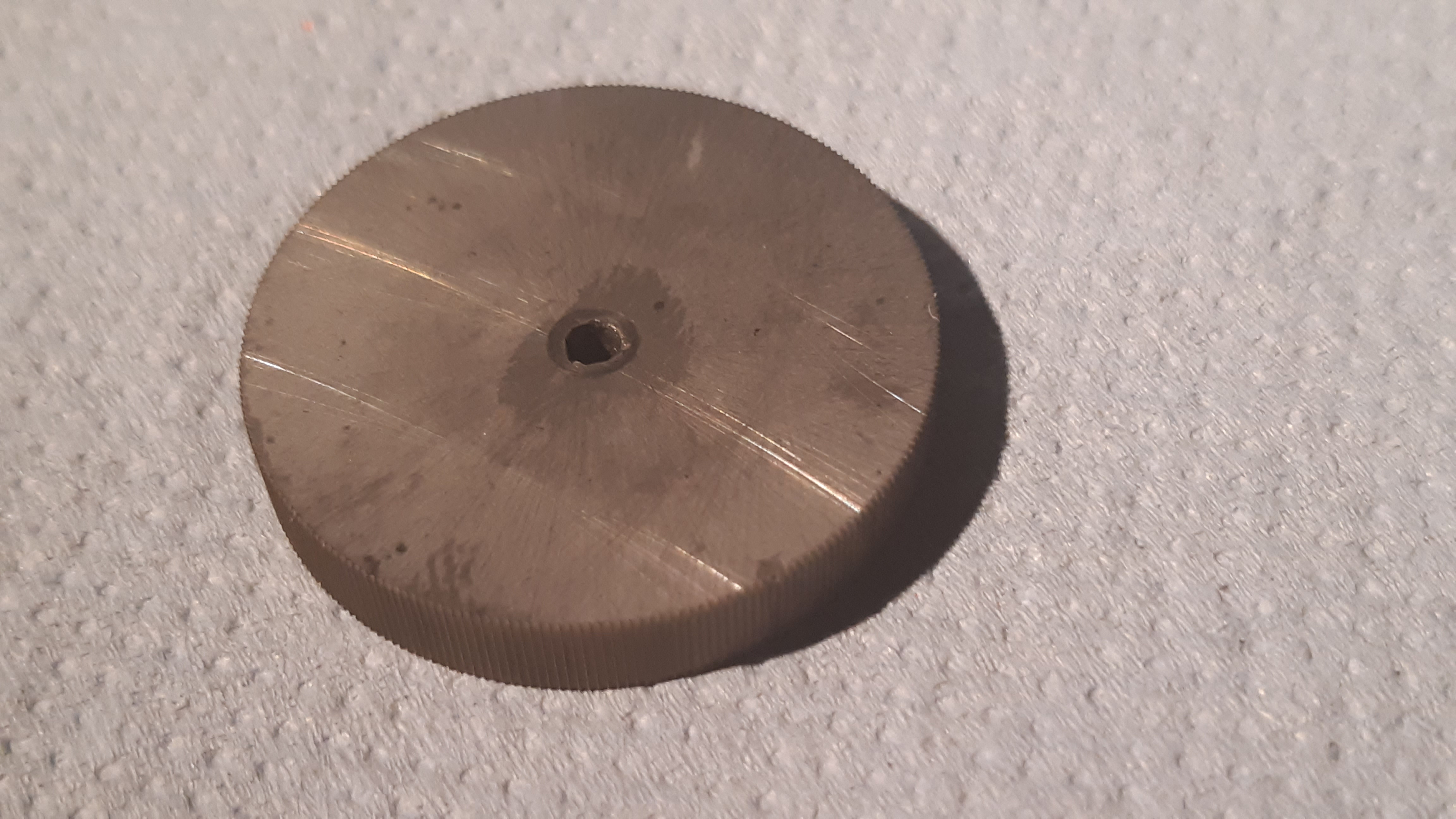
een VHM Kartelwieltje va 28 mm, met 240 tandjes.. 0.36mm steek
Als je een schijf uitvonkt.. dan valt ie er natuurlijk op een bepaald moment uit.. Daar heb ik het volgende op bedacht..
De Oplettende lezer ziet 2 keer
in het programma staan..
G20 is een Subroutine aanroep, die het deel tussen G21 en G22 aanroept (hoezo G-Code is een "Standaard".. G20 en G21 betekent op Freesbanken heel wat anders..(Mm/Inch)
N01 is de regel waar je begint., A is de starthoek, en D is de hoek tussen 2 "elementen" (1500=1.5°)
'k snij dus eerst op hoog vermogen 230 tandjes.. dan stopt de machine, ik onderbreek de draad, druk start.. machine gaat naar startpunt (G28) en Stopt..)
Dan open ik het programma, vervang H1 voor H2 (offset voor en nasnijden) in de eerste G1 regel, en ik haal de eerste G28 en M2 eruit..
Generator instellen voor Navonken.. dan snijdt ie wederom 230 tanden, stopt, dan kan ik er een paar magneten opzetten, alvorens de laatste 10 tanden(Plus 1 vandaar L11) uit te snijden.. die Extra tand is er om "om de radiuscompensatie heen te lopen"
Later een opspanring maken die ik kan centreren, Rad erin, en dan het middengat eruit vonken..
Maargoed..
Code: Selecteer alles
G90
G92 X0 Y16970
G1 G42H1 X183 Y13999
G91
G21
N01
G1 X-18
G1 X-165 Y-616
G1 X-165 Y616
G1 X-18
G22
G20 N01 A0 D1500 L230
M0
G28
M2
G20 N01 A345000 D-72000 L11
G28
M2een VHM Kartelwieltje va 28 mm, met 240 tandjes.. 0.36mm steek
Als je een schijf uitvonkt.. dan valt ie er natuurlijk op een bepaald moment uit.. Daar heb ik het volgende op bedacht..
De Oplettende lezer ziet 2 keer
Code: Selecteer alles
G28
M2G20 is een Subroutine aanroep, die het deel tussen G21 en G22 aanroept (hoezo G-Code is een "Standaard".. G20 en G21 betekent op Freesbanken heel wat anders..(Mm/Inch)
N01 is de regel waar je begint., A is de starthoek, en D is de hoek tussen 2 "elementen" (1500=1.5°)
'k snij dus eerst op hoog vermogen 230 tandjes.. dan stopt de machine, ik onderbreek de draad, druk start.. machine gaat naar startpunt (G28) en Stopt..)
Dan open ik het programma, vervang H1 voor H2 (offset voor en nasnijden) in de eerste G1 regel, en ik haal de eerste G28 en M2 eruit..
Generator instellen voor Navonken.. dan snijdt ie wederom 230 tanden, stopt, dan kan ik er een paar magneten opzetten, alvorens de laatste 10 tanden(Plus 1 vandaar L11) uit te snijden.. die Extra tand is er om "om de radiuscompensatie heen te lopen"
Later een opspanring maken die ik kan centreren, Rad erin, en dan het middengat eruit vonken..
-
andrefc101

- Donateur
- Berichten: 3733
- Lid geworden op: 26 dec 2007 08:39
- Locatie: Bergen op Zoom
- Contacteer:
Re: Is ie nou helemaal Knetter?
Wanneer je / gebruikt en aan- of uitzet hoef je er nog niets uit te slopen?
-
Arie Kabaalstra
- Donateur
- Berichten: 13530
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Is ie nou helemaal Knetter?
Dat zou inderdaad mooi zijn.. maar.. er zit geen / op mijn toetsenbord.. zelfs geen Decimaal punt..
Re: Is ie nou helemaal Knetter?
Wat ik mij nu al tijden afvraag is hoe je het draadje midden in een werkstuk krijgt om te beginnen met vonken? Wil je dat uitleggen?
-
xander janssen
- Berichten: 600
- Lid geworden op: 08 jan 2009 08:53
- Locatie: België
Re: Is ie nou helemaal Knetter?
Draadje doorknippen, door startgat duwen en weer in de machine invoeren.
-
Arie Kabaalstra
- Donateur
- Berichten: 13530
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Is ie nou helemaal Knetter?
Bijna goed... niet knippen.. een tang geeft een braampje.xander janssen schreef: ↑26 jun 2020 18:18 Draadje doorknippen, door startgat duwen en weer in de machine invoeren.
de draad smelt je door met een aansteker..
Indertijd toen ik opgeleid werd tot draadvonker, werd me op een dag verteld "Ga jezelf maar tracteren op een Zippo, die heb je verdiend"..
een Zippo was een soort "Ereteken" in de gereedschapmakerij.. alleen de draadvonkers hadden een Zippo.
MOET het een Zippo zijn?.. Nee.. maar een benzine aansteker is wel praktisch.. Wasbenzine heb je altijd wel in de werkplaats om dingen schoon te maken, en daar vul je ook je aansteker mee
Maar inderdaad.. je boort, freest of zinkvonkt een startgaatje in je werkstukmateriaal, en daar rijg je dan de draad door..
de draageleiders in boven en onderkop hebben een gat dat net een paar µm groter is dan de draad, zodat ie er soepeltjes doorheen gaat, en daarna moet ik de draad door de onderarm heen voeren, daar zit een Teflon slangetje in die ik er een stukje uit kan trekken zodat ik er goed zicht op heb.. draadje erinvoeren, en als ie uit de onderarm komt, gaat ie ook weer door een geleiding/afdichting, dan voel je enige weerstand.. klein stukje verder doorvoeren, en dan kan ik em beetpakken.
Dan knoop ik em aan de draad op de opwikkelspoel, voer om tussen de trekrollen door, en zet em strak.
Duurdere machines hebben veelal een systeem dat de draad automatisch in kan voeren, bij oudere machines zit de bovenste draadgeleider in een buisje dat uit kan schuiven tot vlak boven de onderste geleider.. dan "prikt" ie em erin, en aangedreven trekrollen in de onderarm trekken de draad er dan door.
Modernere machines geleiden de draad in een waterstraaltje, waardoor je in kan voeren in kleinere startgaten, met een "buisje" moet je toch vaak minimaal ø4.5 mm diameter hebben om ruimte te hebben voor het buisje.
Re: Is ie nou helemaal Knetter?
Vraagje voor de vonkers...
Ik heb een paar brushless motoren met een as 5mm. en wat gearboxen met een pinion 3.2mm / 1/8" waar nimmer een as 5 door kan.
De asjes terug draaien/slijpen naar de 3mm is te doen. Echter hebben we nog geen middel gevonden om de pinion op de as te krijgen zodanig dat deze niet los komt. Locktite, 2 componenten, hard soldeer. komt toch steeds los.
Nu dacht ik om axiaal op de contact cirkel 1 of meer 'gaten' te laten vonken waar een stalen draad (tig vuldraad bv) in gestoken kan worden als 'spie'. potentieel zou radiaal ook kunnen als dwars pin maar vrees dat dat er te makkelijk uit zal lopen.
Iemand hier die zo'n opdrachtje zou kunnen uitvoeren? Gaat om zeker 5 assen&pinions.
En wat zouden de mogelijkheden zijn om een pinion direct uit een as te vonken? Want dan kunnen we bv een dikkere as gebruiken en een deel terug draaien naar de 5mm voor in de motor.
Pinion is een 11 tands 0.6Mod, 20PA.
Ik heb een paar brushless motoren met een as 5mm. en wat gearboxen met een pinion 3.2mm / 1/8" waar nimmer een as 5 door kan.
De asjes terug draaien/slijpen naar de 3mm is te doen. Echter hebben we nog geen middel gevonden om de pinion op de as te krijgen zodanig dat deze niet los komt. Locktite, 2 componenten, hard soldeer. komt toch steeds los.
Nu dacht ik om axiaal op de contact cirkel 1 of meer 'gaten' te laten vonken waar een stalen draad (tig vuldraad bv) in gestoken kan worden als 'spie'. potentieel zou radiaal ook kunnen als dwars pin maar vrees dat dat er te makkelijk uit zal lopen.
Iemand hier die zo'n opdrachtje zou kunnen uitvoeren? Gaat om zeker 5 assen&pinions.
En wat zouden de mogelijkheden zijn om een pinion direct uit een as te vonken? Want dan kunnen we bv een dikkere as gebruiken en een deel terug draaien naar de 5mm voor in de motor.
Pinion is een 11 tands 0.6Mod, 20PA.
-
Arie Kabaalstra
- Donateur
- Berichten: 13530
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Is ie nou helemaal Knetter?
Heb je een tekeningetje of schetsje?..
-
xander janssen
- Berichten: 600
- Lid geworden op: 08 jan 2009 08:53
- Locatie: België
Re: Is ie nou helemaal Knetter?
Hier wat uitleg over de verschillende spie geometrieen:
https://engineeringproductdesign.com/kn ... s-keyways/
Een zogenaamde "round key" waar je volgens mij naar vraagt:
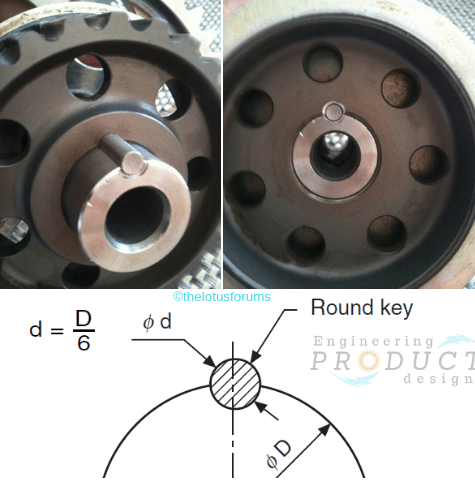
wordt gebruikt voor relatief lage vermogens en koppels. Heb je een idee van wat je vermogen/koppel is?
Als ik zo lees dat een hardsoldeer verbinding los komt, dan vermoed ik dat het hier om een behoorlijk vermogen/koppel gaat. Of komt e.e.a. los door trillingen? Deze zijn vaak dodelijker voor een verbinding dan een zuiver ronddraaiend hoog vermogen/koppel.
Als de as en pinion niet gehard zijn, dan kun je deze ook dmv frees aanbrengen. Daarna de spie op de juiste diameter brengen, of het gat ondermaats maken, ruimen en een paspen met nauwkeurige tolerantie aanbrengen.
Dat is namelijk het voordeel van deze spie, waardoor hij vaak als oplossing "voor in het veld" gebruikt wordt op plekken waar je geen toegang hebt tot ingewikkeldere technieken. In slechtste geval zelfs gewoon boren met handboormachine zou kunnen, eerst netjes startpunt maken met centreerboor, dan met kleine diameter boren. De boor zal dan doordat hij minder weerstand ondervindt in de spleet tussen de as en pinion makkelijker over de naad blijven lopen. Daarna opboren en ruimen tot de gewenste maat. Dit gaat natuurlijk niet lukken als er veel verschil in eigenschappen van as en pinion zitten (bijvoorbeeld hardheid), dan moet je wel frezen.
https://engineeringproductdesign.com/kn ... s-keyways/
Een zogenaamde "round key" waar je volgens mij naar vraagt:
wordt gebruikt voor relatief lage vermogens en koppels. Heb je een idee van wat je vermogen/koppel is?
Als ik zo lees dat een hardsoldeer verbinding los komt, dan vermoed ik dat het hier om een behoorlijk vermogen/koppel gaat. Of komt e.e.a. los door trillingen? Deze zijn vaak dodelijker voor een verbinding dan een zuiver ronddraaiend hoog vermogen/koppel.
Als de as en pinion niet gehard zijn, dan kun je deze ook dmv frees aanbrengen. Daarna de spie op de juiste diameter brengen, of het gat ondermaats maken, ruimen en een paspen met nauwkeurige tolerantie aanbrengen.
Dat is namelijk het voordeel van deze spie, waardoor hij vaak als oplossing "voor in het veld" gebruikt wordt op plekken waar je geen toegang hebt tot ingewikkeldere technieken. In slechtste geval zelfs gewoon boren met handboormachine zou kunnen, eerst netjes startpunt maken met centreerboor, dan met kleine diameter boren. De boor zal dan doordat hij minder weerstand ondervindt in de spleet tussen de as en pinion makkelijker over de naad blijven lopen. Daarna opboren en ruimen tot de gewenste maat. Dit gaat natuurlijk niet lukken als er veel verschil in eigenschappen van as en pinion zitten (bijvoorbeeld hardheid), dan moet je wel frezen.
Re: Is ie nou helemaal Knetter?
Het gaat idd om zo'n spie soort.
Solderen wil niet echt omdat de (harde) as te glad is en de passing waarschijnlijk niet optimaal was. En het was soldeer, geen hard soldeer wat geprobeerd was. Heb m'n berichten wisseling met m'n mat er ff op nagelezen. Andere faal optie was Loctite 638 en 2c. metaallijm.
De pinion is naar alle waarschijnlijkheid poeder staal. De set boren/freezen zal dan ook niet gaan omdat het kleine boortje zal weglopen naar het zachte poeder staal.
En helaas krijg ik m'n Inventor niet zover een nette ondersnijding te creeren op het tandwieltje.
Het alternatief is dus een as 8mm te pakken, deze grotendeels terug te draaien naar de nodige 5mm voor in de outrunner en het stukje rond 8 dus weg te vonken met een negatief van het tandwieltje. Of iemand hier moet toevallig de beschikking hebben over een gear hobber/afwikkelfrees m0.6 z11.... Dat zou mogelijk nog het beste resultaat kunnen geven.
Solderen wil niet echt omdat de (harde) as te glad is en de passing waarschijnlijk niet optimaal was. En het was soldeer, geen hard soldeer wat geprobeerd was. Heb m'n berichten wisseling met m'n mat er ff op nagelezen. Andere faal optie was Loctite 638 en 2c. metaallijm.
De pinion is naar alle waarschijnlijkheid poeder staal. De set boren/freezen zal dan ook niet gaan omdat het kleine boortje zal weglopen naar het zachte poeder staal.
En helaas krijg ik m'n Inventor niet zover een nette ondersnijding te creeren op het tandwieltje.
Het alternatief is dus een as 8mm te pakken, deze grotendeels terug te draaien naar de nodige 5mm voor in de outrunner en het stukje rond 8 dus weg te vonken met een negatief van het tandwieltje. Of iemand hier moet toevallig de beschikking hebben over een gear hobber/afwikkelfrees m0.6 z11.... Dat zou mogelijk nog het beste resultaat kunnen geven.
Re: Is ie nou helemaal Knetter?
Maar had je toch nog een tekeningetje gewenst, Arie?
-
Arie Kabaalstra
- Donateur
- Berichten: 13530
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Is ie nou helemaal Knetter?
begrijp ik het nou goed dat je een as van 5 mm wilt, met een 8 mm tandwiel erop?..
ik denk dat je dat beter kan frezen..
als je een tandkrans wilt hebben.. da's geen probleem.. die kun je zo uit een strip of plaat vonken.. maar dan heb je de tanden dus aan de binnenkant..
Ja.. een tekening van wat je nou eigenlijk wilt is wel het handigste.. 'k heb maar 1 klant die me per telefoon door kan geven wat ie wil hebben.. omdat ik diverse uitvoeringen van hetzelfde product voor hem gemaakt heb.. (Freeswerk)
Een werktuigbouwer werkt vanaf tekening.. dan weet iedereen tenminste zeker wat er bedoelt wordt.. en dan weet ik ook meteen hoe groot alles is..
ik denk dat je dat beter kan frezen..
als je een tandkrans wilt hebben.. da's geen probleem.. die kun je zo uit een strip of plaat vonken.. maar dan heb je de tanden dus aan de binnenkant..
Ja.. een tekening van wat je nou eigenlijk wilt is wel het handigste.. 'k heb maar 1 klant die me per telefoon door kan geven wat ie wil hebben.. omdat ik diverse uitvoeringen van hetzelfde product voor hem gemaakt heb.. (Freeswerk)
Een werktuigbouwer werkt vanaf tekening.. dan weet iedereen tenminste zeker wat er bedoelt wordt.. en dan weet ik ook meteen hoe groot alles is..
