M83/M84 X.. Z.. F.. D.. ONE COORDINATE FACING/TURNING FINISH DOC
M83/M84 X.. Z.. F.. ONE COORDINATE FACING/TURNING FINISH
M83/M84 X.. Z.. F.. C.. D.. CHAMFER C*45° DOC
M83/M84 X.. Z.. F.. C.. CHAMFER C*45° FINISH
M83/M84 X.. Z.. U.. W.. F.. D.. CHAMFER 2 COORDINATES DOC
M83/M84 X.. Z.. U.. W.. F.. CHAMFER 2 COORDINATES FINISH
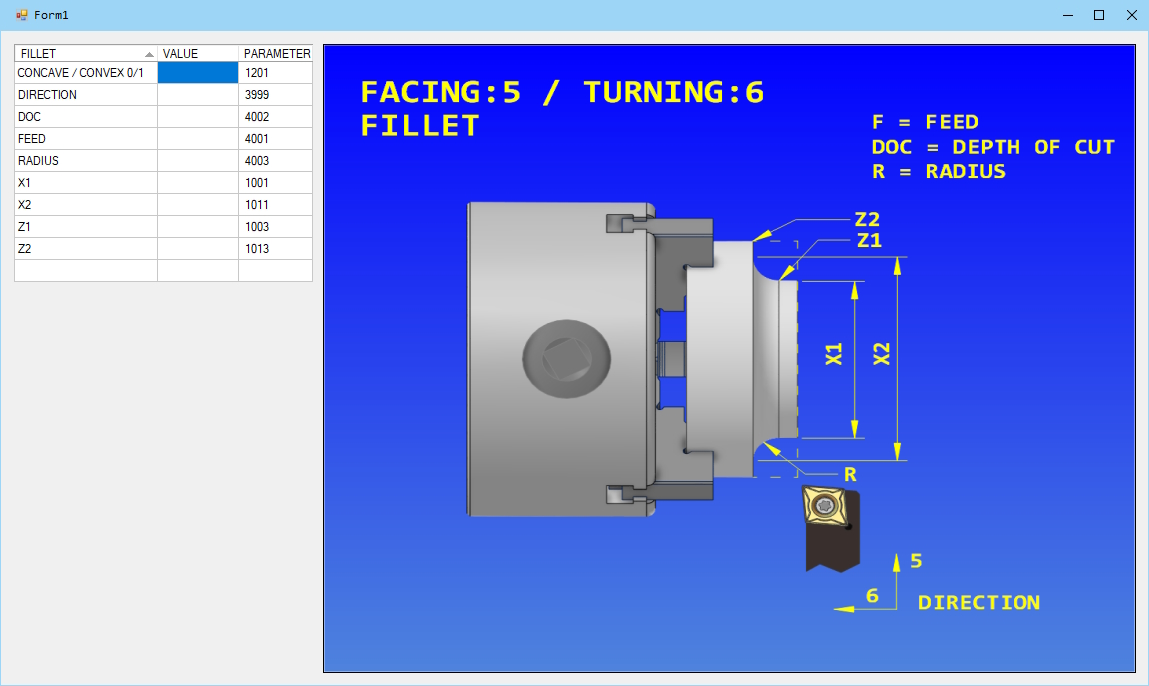
M83/M84 X.. Z.. F.. R.. D.. FILLET ROUNDING DOC
M83/M84 X.. Z.. F.. R.. FILLET ROUNDING FINISH
M83/M84 X.. Z.. U.. W.. R.. F.. D.. FILLET 2 COORDINATES CONCAVE DOC
M83/M84 X.. Z.. U.. W.. R.. F.. FILLET 2 COORDINATES CONCAVE FINISH
M83/M84 X.. Z.. U.. W.. R.. O.. F.. D.. FILLET 2 COORDINATES ORIENTATION DOC
M83/M84 X.. Z.. U.. W.. R.. O.. F.. FILLET 2 COORDINATES ORIENTATION FINISH
Ik ben gisteren opnieuw begonnen.. omdat je bij het opstellen van een nieuwe Macro zoveel dingen toevoegt, raak je het overzicht kwijt, en ook omdat ik teveel probeerde 1 sub te gebruiken voor het voorbewerken van een bepaalde cyclus, liep ik vast.. (gegoochel met parameters enzo.. )
de nieuwe macro krijgt 2 mogelijkheden, de aloude Cyclus Definities,
;CYCLE CHAMFER TURNING
#1001=20 (X1)
#1003=-5 (Z1)
#1011=30 (X2)
#1013=-10 (Z2)
#4001=1500 (FEED)
#4002=1 (DOC)
#3999=4 (CYCLE INDEX)
;ENDCYCLE
;M99
Waarbij een M99 nodig is om de Cyclus uit te voeren (hetgeen je wat vrijheid geeft om de cyclus eerder te programmeren dan dat je em nodig hebt,
en de M83/M84 regels, waarbij M83 Vlakdraaibewerkingen zijn, dus met de hoofd bewegingen in de X-as, en M84 als langsdraaibewerking, met de hoofdbewegingen in de Z-as (vergelijkbaar met de Cyclus Index in de Cyclusdefinities, Oneven is vlakken, Even is langsdraaien
Waarbij aangetekend dient te worden dat M83/M84 veel meer vrijheid bieden, zoals op te maken is uit bovenstaand overzicht.. feitelijk komt het erop neer. dat D (Snedediepte) een Optionele parameter is, programmeer je em niet, dan gaat ie nadraaien, Datzelfde geldt ook voor de Parameter O voor Orientatie bij Fillets, laat je die weg, dan is het Concave by Default
Ook de U en W Coordinaat parameters zijn optioneel, vul je die niet in, en je programeert een Chamfer (C) of een Radius (R), dan rekent de besturing zelf de U en W coordinaten uit, en plaatst ie een 45° afschuining of een Tangentiale (concave) afronding.
Zoals 't nu is, kun je dus kiezen voor Cyclusdefinities, die je met een Dialoog in EdingCNC programmeert, waarna E++ weer naar de voorgrond komt, zodat je em kan invoegen, met een M99 op het moment dat je de Cyclus wilt uitvoeren (Klunsmodus

) of.. je gebruikt M83/M84 en je vult alleen datgene in wat belangrijk is (Ouwe-Rot-in-het-vakmodus
)
Vergeet je een Parameter.. dan doet ie gewoon niets.. dat was nog een puzzel, maar dat heb ik opgelost met Parameter #1280 (ja.. dat nummer heb ik bewust gekozen, al loopt de waarde van #1280 mogelijk op tot 511 (Nu snappen de slimmeriken onder jullie wel hoe ik dat gedaan heb.. Ja.. inderdaad.. Binair.. X=1, Z=2 F=4, U=8 W=16 enzovoorts tot D die 256 bij de waarde optelt.. zodoende heeft elke Combinatie een uniek nummer.. en dat filter je er makkelijk genoeg uit.)
Komt een waarde niet voor in de reeks IF's dan doet ie er dus niets mee..
Ik overweeg nog om M99 ook optioneel te maken, als je het uitschakelt, dan wordt een Cyclus geprogrammeerd middels een Cyclusdefinitie direct uitgevoerd, en bij een M83/M84 regel moet je em dan ook gebruiken, maar dat betekent ook dat je die regel ook eerder kan schrijven dan dat je em nodig hebt..
Da's eenvoudig genoeg te schrijven.. gewoon even kijken naar de waarde van een bepaalde parameter (4096?
)