
Om te testen of mijn vorige probleem opgelost was, heb ik hem een stukje langdurig werk bezorgd: een contour frezen tot 5 mm diep in diepte-stapjes van 0,01 mm. En dan maar wachten tot je een ons weegt ...
Eerst een tijdje staan kijken, maar na rondje 100 heb je dat ook wel gezien. Ik kom strak nog wel eens kijken. Dooeeeiii.
En ja, na iets meer als 200 rondjes was het fout gegaan.
Later kwam ik erachter dat het een heel andere fout was. Nl. geen storing vanuit het electriciteitsnet, maar ??????? tja wat?
Oké, de contour (een DXF) was deze:
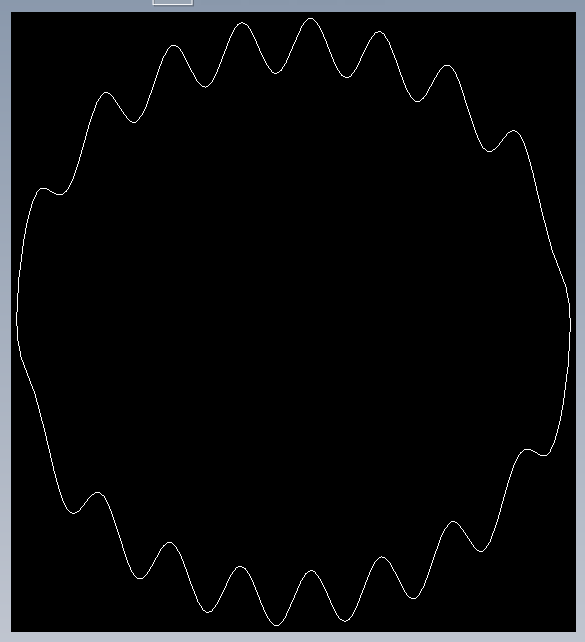
Dit zijn 2 identieke splines (boven en onder)waarbij de een gepunt-spiegeld is door de oorsprong (die precies in het midden staat)
Als ik die in CamBam (v0.98P) open en verschillende machining-paths bereken, krijg ik dit:
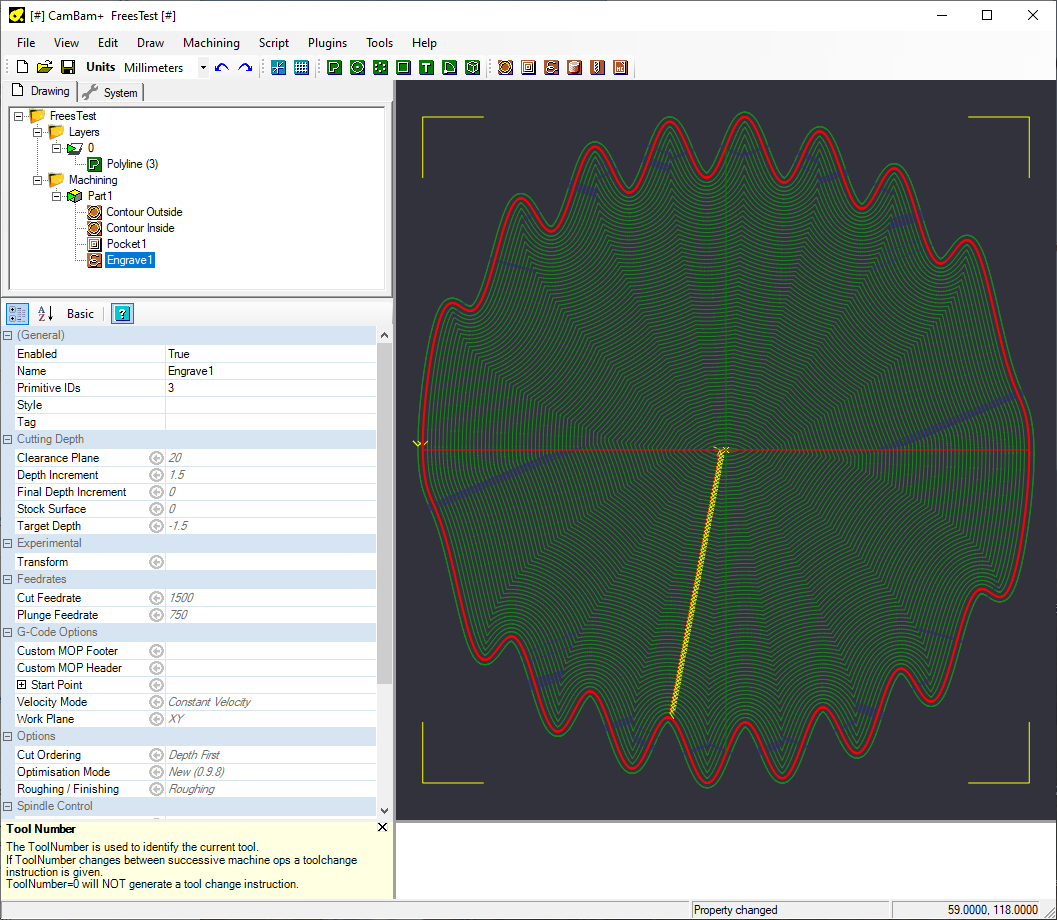
Alle 4 de routes zijn hier zichtbaar, en het ziet er goed uit.
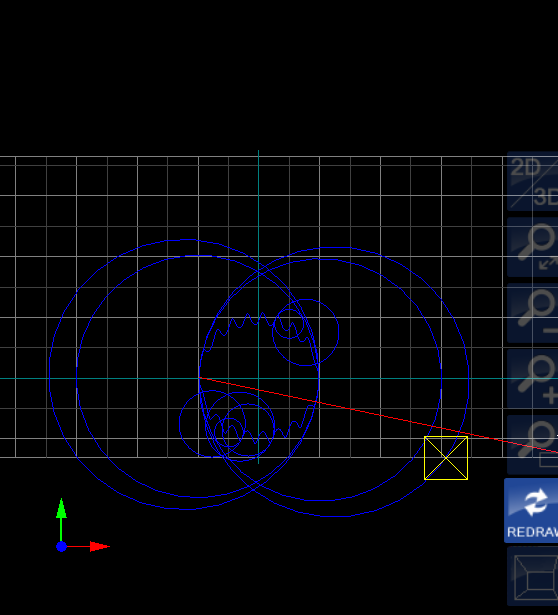
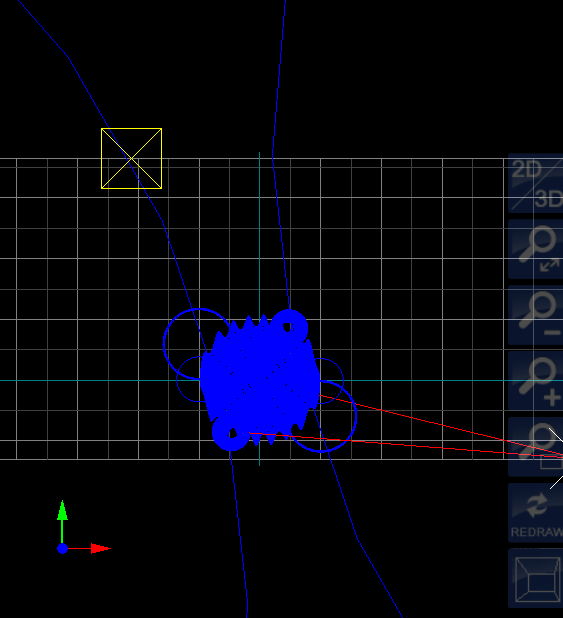
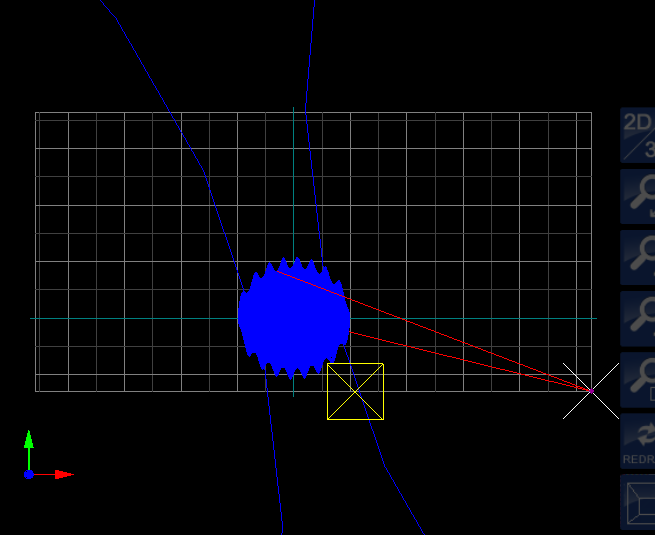
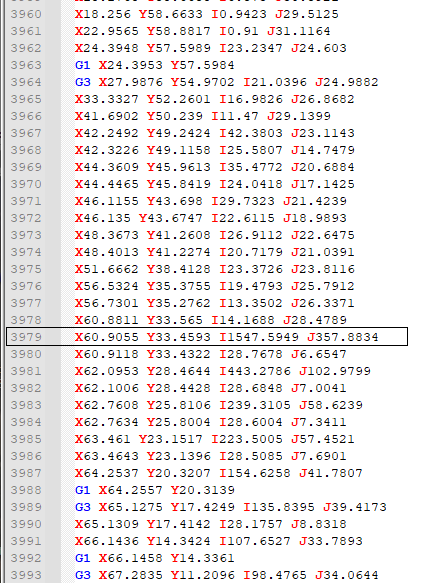
Vervolgens elke 'machining' in een aparte .NC-file gesaved en in EdingCNC geopend:
Contour Outside
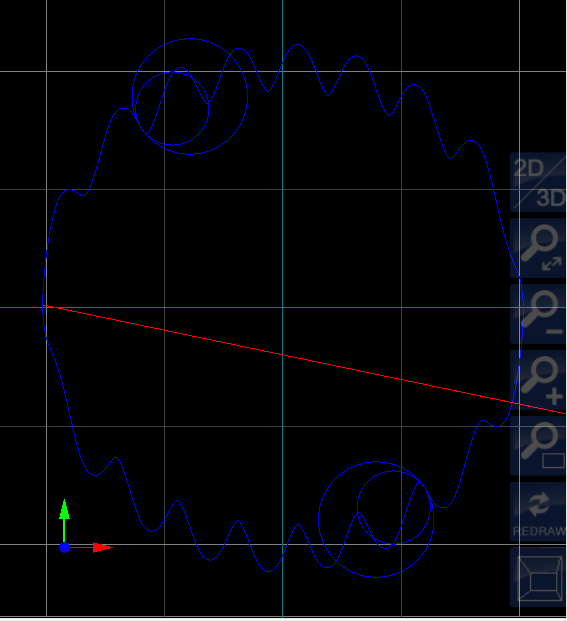
Contour Inside
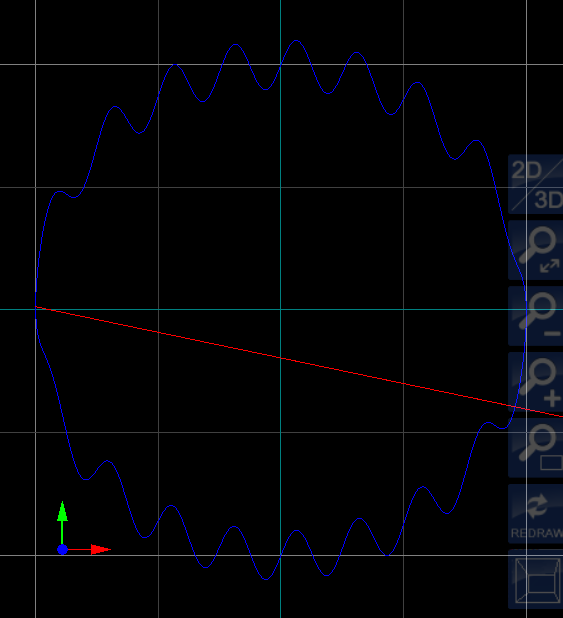
Engrave
https://test.sjippertjes.nl/RoutingErro ... ngrave.PNG
Conclusie: engrave is de enige die het goed doet.
Heeft iemand enig idee wat hiet gebeurd?
Waar komen die cirkels vandaan? en niet bij elke bewerking dezelfde?
Doe ik iets fout?
N.B.
Alle afbeeldingen, de DXF, de NC-files, en het CamBam-project kun je hier downloaden



{kind=link}