
Hallo allen,
Ik zou graag het antwoord op onderstaande vraag willen weten.
Klopt het dat bij het verhogen van je voeding per tand (Fz) de spaandikte (Hex) zal toenemen?
Als dit waar is, kan iemand mij uitleggen waarom dit dan zo is?
Alvast bedankt!
Groeten Camali
Spaandikte
Moderator: Moderators
Re: Spaandikte
Ik ben geen theoreticus, maar de maximale spaandikte (Hex) is een gevolg van de aanzet op het gereedschap en hangt af van de snedediepte (Ae), de voeding per tand (Fz) en de instelhoek (Kr).
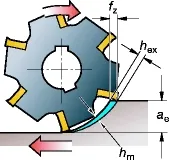
Als je dus meer voedt per tand, is dus de maximale spaandikte groter.
Als je dus meer voedt per tand, is dus de maximale spaandikte groter.
Re: Spaandikte
Je gaat sneller verspanen (feed omhoog), je toerental blijft gelijk, dus per omwenteling van je frees verspaan je meer mm^3, dat kan maar op 1 manier, door dikkere spanen.

-
andrefc101

- Donateur
- Berichten: 3733
- Lid geworden op: 26 dec 2007 08:39
- Locatie: Bergen op Zoom
- Contacteer:
-
hugo stoutjesdijk

- Donateur
- Berichten: 12054
- Lid geworden op: 02 mar 2011 17:04
- Locatie: elst (u)
- Contacteer:
Re: Spaandikte
Beter even gelijk naar de bron verwijzen.
https://www.sandvik.coromant.com/nl-nl/ ... -thickness
En ik weet niets van G-code.
https://www.sandvik.coromant.com/nl-nl/ ... -thickness
En ik weet niets van G-code.
Ik ben voor meer techniek op school, maar dan wel vanaf groep 1 basischool.
-
Arie Kabaalstra

- Donateur
- Berichten: 13536
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Spaandikte

Dat we daar even duidelijk over zijn..
Klopt het dat als je je schep dieper in een hoop zand steekt dat je meer zand per schep krijgt?
't totaal volume spanen (mm-cm-dm-m³/min) is toch niet meer dan spaandikte x spaanlengte x spaanhoogte x aantal tanden x toerental?
Je kunt het via diverse benaderingen berekenen, maar zeg dat je een stuk van 10 mm dik weg gaat frezen, met een stepover van 2 mm, zeg dat ie 100 mm lang is.. dan is het totaal verspaande volume dus 10 x 2 x 100 = 2000 mm³, =2cm³..
Zeg dat je een voeding van 100 mm/min gebruikt,dan duurt het dus 1 minuut voor je die 2cm³ eraf hebt.. , verdubbel je de voeding, maar het toerental blijft hetzelfde, dan ros je die 2cm³ er in 30 Seonden eraf.. dus 4cm³/min.. en als het totaal volume per minuut verdubbelt, maar de snedediepte en stepover blijven hetzelfde, alsmede het toerental.. dan moge het duidelijk zijn dat er maar 1 variabele overblijft.. de spaandikte..Immers!, en wel hierom.. één tand moet door de verdubbelde voeding, terwijl alle andere variabelen niet veranderd zijn,2 keer zo veel weghappen..
Re: Spaandikte
Ik bedoelde alleen maar: ik heb hier niet voor geleerd. Ik ben alleen enigzins bedreven in dingen opzoeken en begrijp dingen meestal redelijk snel. Heb ook een technische achtergrond.
Maar ik kan het met zo goed fout hebben hier. Ik denk van niet, maar toch een disclaimer.
Re: Spaandikte
Arie Kabaalstra schreef: ↑10 jan 2024 12:01
Dat we daar even duidelijk over zijn..
Klopt het dat als je je schep dieper in een hoop zand steekt dat je meer zand per schep krijgt?
't totaal volume spanen (mm-cm-dm-m³/min) is toch niet meer dan spaandikte x spaanlengte x spaanhoogte x aantal tanden x toerental?
Je kunt het via diverse benaderingen berekenen, maar zeg dat je een stuk van 10 mm dik weg gaat frezen, met een stepover van 2 mm, zeg dat ie 100 mm lang is.. dan is het totaal verspaande volume dus 10 x 2 x 100 = 2000 mm³, =2cm³..
Zeg dat je een voeding van 100 mm/min gebruikt,dan duurt het dus 1 minuut voor je die 2cm³ eraf hebt.. , verdubbel je de voeding, maar het toerental blijft hetzelfde, dan ros je die 2cm³ er in 30 Seonden eraf.. dus 4cm³/min.. en als het totaal volume per minuut verdubbelt, maar de snedediepte en stepover blijven hetzelfde, alsmede het toerental.. dan moge het duidelijk zijn dat er maar 1 variabele overblijft.. de spaandikte..Immers!, en wel hierom.. één tand moet door de verdubbelde voeding, terwijl alle andere variabelen niet veranderd zijn,2 keer zo veel weghappen..
Bedankt voor je tijd, kan niet om een betere en duidelijkere uitleg vragen dan bovenstaande!!
Ga dit morgen gelijk even in praktijk testen.
Re: Spaandikte
Allen bedankt voor jullie hulpbetoon!
Gaaf om te zien dat men elkaar helpt op dit forum, ben vrijwel nieuw hier;)
Gaaf om te zien dat men elkaar helpt op dit forum, ben vrijwel nieuw hier;)
-
Arie Kabaalstra
- Donateur
- Berichten: 13536
- Lid geworden op: 07 feb 2007 18:37
- Locatie: Bakhuuz'n
- Contacteer:
Re: Spaandikte
we've all been there... 'k werd hier in 2007 zo'n beetje naar binnen gesleurd, nadat iemand van hier mijn Machinebouw topic op CNCzone.Com gezien had..sindsdien?.. ben ik hier met een groot aantal anderen "Forummeubilair" je kent ze wel.. van die mensen die minimaal elke dag inloggen, en ook wat posten.
Iemand hier heeft als onderschrift "Kennis is het enige dat groter wordt als je het deelt" en daar houden we ons aan.. Kennis opdoen is één, Kennis delen een tweede.. maar als je het deelt, en een ander weet daar weer een stukje kennis aan toe te voegen, wordt je er beide slimmer van.
Bovendien... Jouw vraag gaat over de "algemene verspanings technologie" waar veel beginners nog behoorlijk mee tobben.. terwijl het voor de "ouwe rotten" gesneden koek is, met een koppie koffie erbij..
In mijn werk als gereedschapmaker, liep ik altijd met een rekenlineaaltje in mijn zak om dit soort dingen razendsnel uit te rekenen, niet dat het spaanvolume me zo bar veel interesseerde, maar meer.. "ik heb deze frees.. hoeveel kan ik em op zijn lazer geven? ".. 't is wel fijn dat je een machine een stuk staal op zijn rug kan knopen, de grote groene knop een optater kan geven, en dan koffie kan gaan halen voor de afdeling.. maar dan moet er in die tijd wel wat gebeuren in de machine natuurlijk.. als een machine 45 minuten bezig is.. dan moet dat zijn omdat ie een hele stempelplaat in één keer bewerkt aan één kant.. (dan heb je na de koffie nog tijd om het programma voor de andere kant te maken, dan draai je de boel om, mept weer op de grote groene knop en.. nee.. ik heb net koffie op .. dank je.. maar dan staat er altijd wel een andere machine waar je een soortgelijk trucje mee kan doen..
Re: Spaandikte
Wauw indrukwekkend, 2007 toen was ik 12 jaar.Arie Kabaalstra schreef: ↑10 jan 2024 21:16we've all been there... 'k werd hier in 2007 zo'n beetje naar binnen gesleurd, nadat iemand van hier mijn Machinebouw topic op CNCzone.Com gezien had..sindsdien?.. ben ik hier met een groot aantal anderen "Forummeubilair" je kent ze wel.. van die mensen die minimaal elke dag inloggen, en ook wat posten.
Iemand hier heeft als onderschrift "Kennis is het enige dat groter wordt als je het deelt" en daar houden we ons aan.. Kennis opdoen is één, Kennis delen een tweede.. maar als je het deelt, en een ander weet daar weer een stukje kennis aan toe te voegen, wordt je er beide slimmer van.
Bovendien... Jouw vraag gaat over de "algemene verspanings technologie" waar veel beginners nog behoorlijk mee tobben.. terwijl het voor de "ouwe rotten" gesneden koek is, met een koppie koffie erbij..
In mijn werk als gereedschapmaker, liep ik altijd met een rekenlineaaltje in mijn zak om dit soort dingen razendsnel uit te rekenen, niet dat het spaanvolume me zo bar veel interesseerde, maar meer.. "ik heb deze frees.. hoeveel kan ik em op zijn lazer geven? ".. 't is wel fijn dat je een machine een stuk staal op zijn rug kan knopen, de grote groene knop een optater kan geven, en dan koffie kan gaan halen voor de afdeling.. maar dan moet er in die tijd wel wat gebeuren in de machine natuurlijk.. als een machine 45 minuten bezig is.. dan moet dat zijn omdat ie een hele stempelplaat in één keer bewerkt aan één kant.. (dan heb je na de koffie nog tijd om het programma voor de andere kant te maken, dan draai je de boel om, mept weer op de grote groene knop en.. nee.. ik heb net koffie op .. dank je.. maar dan staat er altijd wel een andere machine waar je een soortgelijk trucje mee kan doen..
Het is een soort twitter/facebook voor u eigenlijk.
Ben werkzaam bij een plaatwerk bedrijf wie 3 jaar geleden een kleine cnc freesbank heeft aangeschaft. Hier op doen wij lichte frees werkzaamheden toepassen op plaatwerk. Maar nooit echt heel erg spannend geweest. Nu gaan ze een stap verder en gaan we echt vannuit basis materiaal onderdelen verspanen. Ben nu dus druk bezig met de verspanings technologie goed te begrijpen om in de praktijk dingen goed te kunnen herkennen en op te kunnen lossen. Merk wel dat er veel bij komt kijken.
Dit forum is een prachtig platform.
