De Chinees met Syntec besturing wordt laatste tijd veel gebruikt voor repeterend werk. Hierbij begint de trage gereedschapwissel vervelend te worden, zeker aangezien de rest tot 80m/min lekker rap gaat.


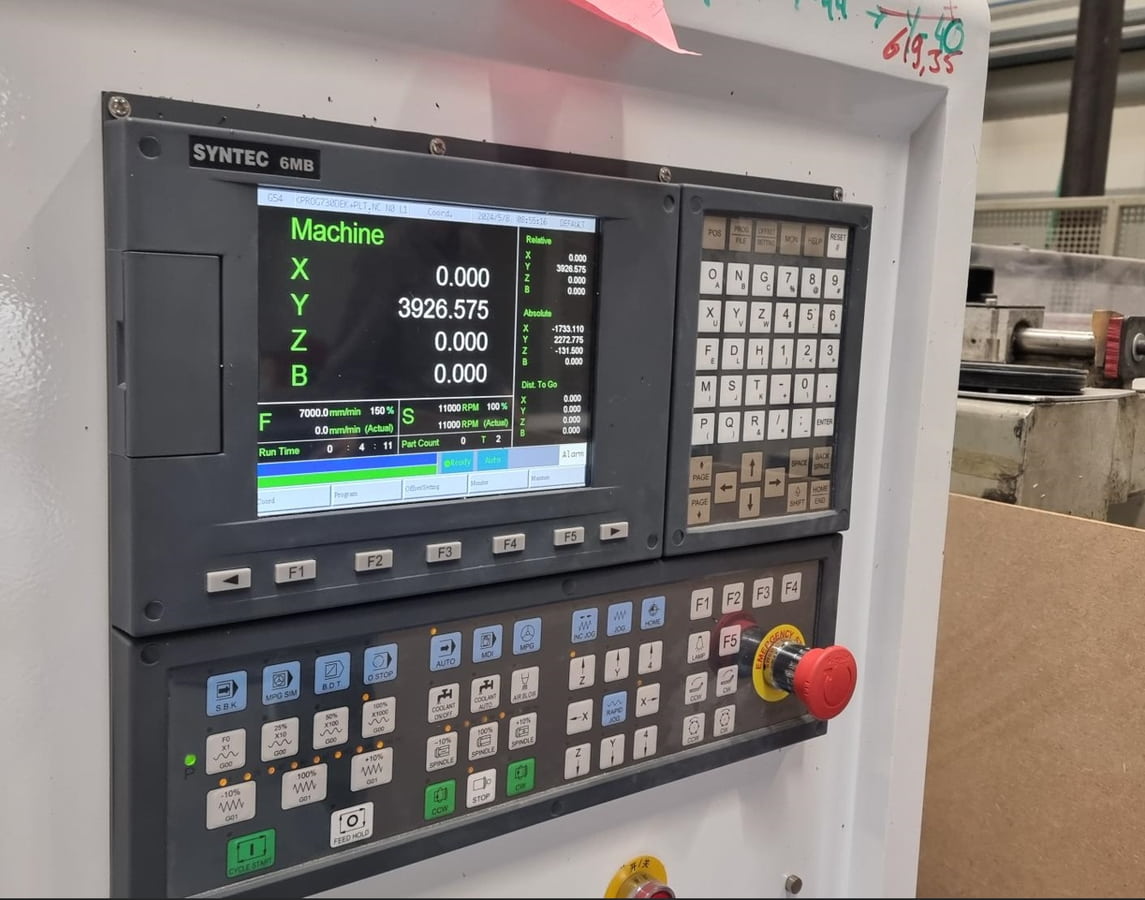
Besturing betreft een SYNTEC 6MB, gereedschapwissel gaat als volgt:
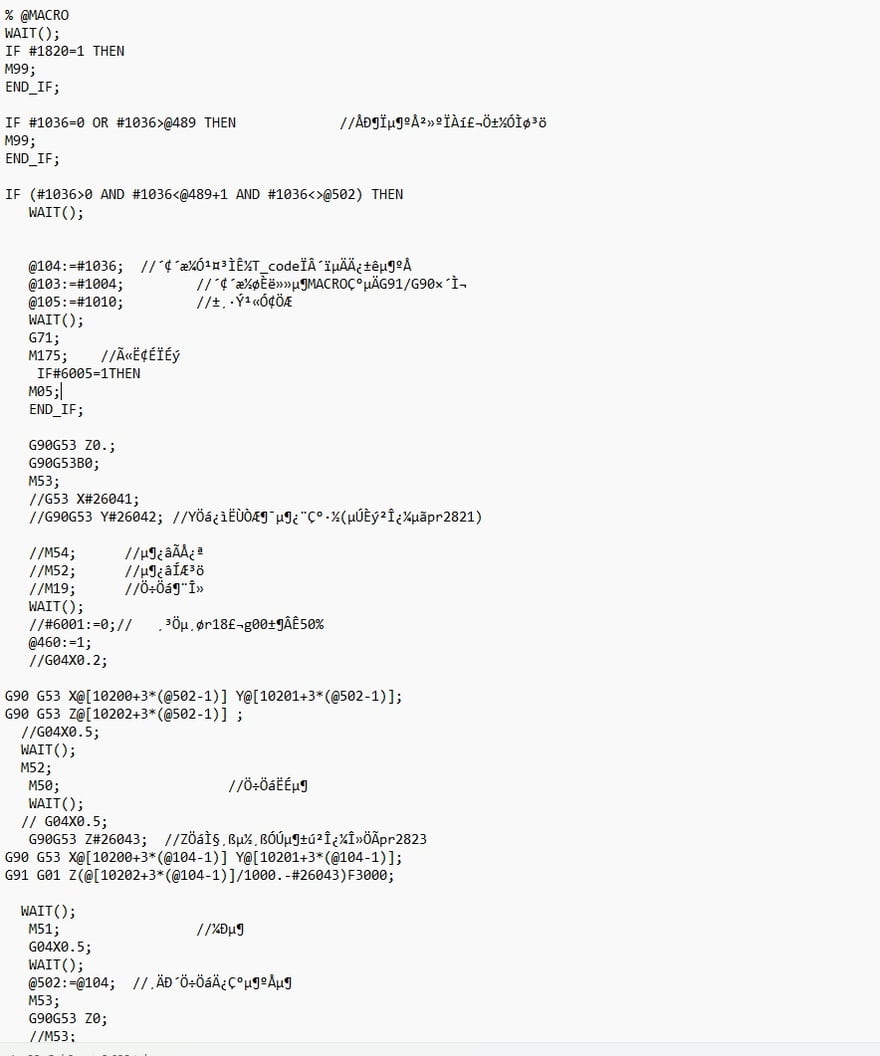
Spindel met T1 naar beneden met G0
Spindel naar boven met G0
Spindel naar beneden naar T2 met een G1 3000mm/m
Spindel naar boven met G0
Omdat de brug zo hoog is duurt het naar beneden gaan met 3000mm/m gewoon veel te lang, dit met ijlgang doen is niet wijs maar kan best sneller.
Verder hoeft de spindel niet zo ver om hoog, 100mm boven de gereedschaphouders i.p.v. 500 is voldoende.
Zal denk ik in de macro gewijzigd moeten worden, in de parameterlijst kom ik daarvoor weinig tegen. Ik heb de T0000 macro geëxporteerd maar bij het openen op de computer wordt dit een half onleesbaar gebeuren.
Kan ik deze macro wijzigen op de Syntec zelf?